16
Production of bioalcohols via gasification
Abstract
This chapter enlightens and discusses the developments and possibilities in the field of alcohol production via synthesis gas based on biomass feedstocks. The most promising alcohol production technologies based on biomass gasification are believed to be the catalytic and biocatalytic routes. Alcohol production via synthesis gas is common practice for methanol, but not for higher alcohols. A bio-based synthesis gas to methanol process is being performed in the Netherlands in which (waste) glycerin from biodiesel plants is gasified into syngas. An alternative route to produce methanol would be to use methane from biogas as raw feedstock input. Although this looks attractive this has not been done because of existing bottlenecks, being the low prices of natural gas compared to the price of biogas and the lack of availability of large amounts of biogas at one spot. The oxidative coupling of methane (OCM) as an alternative production route for alcohols has been analyzed technically and economically. This process can compete with existing naphtha crackers for producing ethylene, if it is well integrated with a power station infrastructure environment. This OCM process has the extra advantage that it can be operated on a smaller scale, more adjusted to the scale of local production of biogas. In this way fossil CO2-free ethylene (and/or ethane) and fossil CO2-free energy can be produced at the same time, thus opening the road to a fossil CO2-free industry. Via hydration of the C2+ mixture from the OCM process (ethane and ethylene) ethanol can be produced. Finally higher alcohols can also be produced via the ethylene route, like ethylene glycol and propanediol, making these alcohols also bio-based. The main bottleneck for bio-based ethanol production via the OCM route remains the production and availability of biogas and the integration into an existing energy using infrastructure.
Keywords
Bio-based alcohols; Biomass; Gasification; Higher alcohols; Oxidative coupling of methane; Synthesis gas16.1. Introduction
The production of alcohols via gasification is a very well-established process for methanol production. Methanol is produced from natural gas in very large quantities (global demand around 63 million tons in 2012). The world production capacity is over 100 million tons.1 In fact, most of the methanol produced nowadays is based on the catalytical conversion of synthesis gas (Ullmann, 2012). The synthesis gas is produced from fossil fuels, the largest part being natural gas. Although methanol can be readily made from synthesis gas, other sources than fossil fuels have been studied and are being used nowadays. By using biomass-based resources for synthesis gas production so-called biomethanol can be produced. In Sweden, there is a (pilot) plant which uses black liquor2 as a resource for synthesis gas production and then converts synthesis gas to methanol/dimethyl ether (DME).3 In the Netherlands (waste) glycerin is used as a feedstock for producing methanol from synthesis gas by a company called BioMCN.4 They claim to be the first in the world to produce and sell industrial quantities of high-quality biomethanol. Research in the methanol world is being focused not only on making synthesis gas from renewable feedstocks but also on producing methanol via hydrogen (from electrolysis of water) and CO2 (from flue gases).5
For the higher alcohols the gasification routes are not so common. Ethanol being the second largest alcohol produced is mainly produced via fermentation of sugars and for a smaller part via direct hydrolysis of ethylene. The latest development comprises the realization of a pilot synthesis gas to ethanol plant via fermentation by Ineos Bio.6 Ineos Bio is further optimizing the world's first synthesis gas fermentation plant to ethanol in their facility in Vero Beach, Florida. If it is successful, this technology will open the way for the use of a wide range of biomass feedstocks for ethanol production.7 The possibilities of the process have also been described elsewhere (Hoogendoorn and van Kasteren, 2011; Salim et al., 2008) and discussed in the first edition of this book (Handbook of Biofuel Production, 2011).
The aim of this chapter is to enlighten and discuss more the developments and possibilities in the field of alcohol production via synthesis gas based on biomass feedstocks. Environmental effects (greenhouse gas emissions), demand for independence from fossil fuels, and raising costs of fossil fuels have set an urgency to diversify feedstocks and use biomass also as a chemical resource.
Since the 1970s interest in the use of biomass as a feedstock for chemicals and fuels has risen and resulted in an increase in the fermentation processes for ethanol, especially as a fuel for automotive purposes. Also, the increase in the use of biodiesel, which contains 10 wt% methanol, has increased the demand for bio-based methanol.
A disadvantage of the fermentation routes of ethanol is that they are based on the conversion of sugar into ethanol, limiting the biomass feedstock to high-yield sugar-containing crops like sugar-cane and sugar-rich waste streams. Also, the demand for sugar is rising since it is expected to become a commodity feedstock for chemicals, polymers like polylactic acid, enzymes, and medicines, thus diminishing its role for producing ethanol solely for fuel purposes.8
Gasification of biomass (waste) feedstocks and subsequent conversion of the synthesis gas produced to alcohols would greatly support the transition of the fossil economy to the bio-based economy. The idea is to convert synthesis gas via a (bio)catalyst either directly or via an intermediate like methane into alcohols. Methanol synthesis from synthesis gas via biocatalyst is difficult to achieve because of its more toxic nature compared to ethanol, although this technology is making smaller-scale plants interesting (more fitting to the decentralized character of the biomass production process). Converting synthesis gas into methane via a biological route (Hoogendoorn and van Kasteren, 2011) and/or the use of biogas for direct synthesis of ethane/ethylene (oxidative coupling of methane (OCM) process) has not been shown on an industrial scale and is a rather new development opening an alternative route for ethylene and subsequently ethanol production.
In this chapter this latest development as the basis for producing ethanol is presented making use of biogas as a resource. The idea is that methane (biogas) can be used as a source for making ethane/ethylene mixtures (OCM) and via hydration of ethylene/ethane ethanol can be produced.
Besides methanol and ethanol, the most important alcohols are 1-propanol, 1-butanol, 2-methyl-1-propanol (isobutyl alcohol), the plasticizer alcohols (C6 C11), and the fatty alcohols (C12C18), used for detergents. They are prepared mainly from olefins via the oxo synthesis (hydroformylation), or by the Ziegler process (Ullmann, 2012) and not via gasification and Fisher–Tropsch synthesis. If ethylene can be made in a bio-based way via the use of a biofeedstock then these alcohols can also be made in a bio-based way. Because these higher alcohols are not being used for fuel purposes, the focus of this chapter will only be on methanol and ethanol. Due to an increasing demand for sugar and the subsequent increasing demand of land use the sugar fermentation route for ethanol production cannot solely fulfill the demand, leaving plenty of room for alternatives as presented in this chapter.
C11), and the fatty alcohols (C12C18), used for detergents. They are prepared mainly from olefins via the oxo synthesis (hydroformylation), or by the Ziegler process (Ullmann, 2012) and not via gasification and Fisher–Tropsch synthesis. If ethylene can be made in a bio-based way via the use of a biofeedstock then these alcohols can also be made in a bio-based way. Because these higher alcohols are not being used for fuel purposes, the focus of this chapter will only be on methanol and ethanol. Due to an increasing demand for sugar and the subsequent increasing demand of land use the sugar fermentation route for ethanol production cannot solely fulfill the demand, leaving plenty of room for alternatives as presented in this chapter.
16.2. Gasification routes for alcohol production
16.2.1. Methanol production
As discussed in the introduction, methanol is produced via the synthesis gas route in a very mature industry. The synthesis gas to methanol process is well known and a common practice all over the world. New developments are focused on the use of different feedstocks, more specifically bio-based ones to produce biomethanol. The principle is that a bio-feedstock is used and gasified to synthesis gas of the right quality for methanol production. BioMCN has revamped a standard natural gas methanol plant in the Netherlands in which they can use several feedstocks, but more specifically glycerine coming from the biodiesel industry. The waste glycerine is first purified and then gasified into synthesis gas for methanol production. The challenge has been the gasification of glycerine in this process.
Another biomethanol process under development is the conversion of black liquor coming from the pulping industry. This is done in Sweden by Chemrec AB,9 where there are many paper factories producing black liquor. This black liquor is a cellulosic-based feedstock, which is gasified into synthesis gas via an entrained flow gasifier working at 1050°C and 30 bars with pure oxygen. This relatively low temperature can be used because black liquor contains a lot of alkali (Na and K) thus functioning as a catalyst resulting in very low tar content of the gas and 100% feedstock conversion. This synthesis gas is cleaned and made ready for the standard methanol production. The methanol is on site further catalytically processed to DME, which is used as a biodiesel for trucks. The current pilot plant has a capacity of processing 20 t of black liquor a day and produced up to 100 t of BioDME in 2014.
In the long-term research perspective, hydrogen is produced from electrolysis via solar or wind power and this hydrogen reacts with CO2 to either form synthesis gas, methane, or (biologically) converted into ethanol (the Ineos process). In conclusion, it can be said that methanol production via the synthesis gas route will remain the dominant route for the next 10–20 years, but greening this process is being introduced via the use of bio-based feedstocks in the gasification step.
16.2.2. Ethanol production
As stated in the introduction, ethanol is primarily formed via three routes:
1. Ethanol based on sugar fermentation (such as sugar-cane, corn);
2. Cellulosic ethanol based on cellulosic feedstocks (such as agricultural wastes, wood);
3. Chemically synthesized ethanol based on fossil feedstocks.
The first two production routes are based on biological or biocatalytical pathways and do not involve synthesis gas as an intermediate although the Ineos Bio process forms the exception for cellulosic ethanol production as discussed earlier. The last route, chemically synthesized ethanol, is mainly produced via direct hydrolysis of ethylene into ethanol. Ethylene (C2H4) reacts with water to form ethanol via a catalytic addition reaction. The yield of ethanol production is determined by the equilibrium of the reaction:
C2H4 (g) + H2O (g) ↔ C2H5OH (g) ΔH = −43.4 kJ/mol[16.1]
The catalyst used is phosphor acid-/silica gel-based, which sets some demanding standards concerning corrosion of the equipment.
The equilibrium reaction is influenced by temperature, pressure, and the water–ethylene ratio. Normal process conditions are equimolar concentrations, 250–300°C at 5–8 MPa, resulting in a conversion degree of only 7–22%. A lower temperature favors ethanol production, but favors also the side reaction to diethyl ether:
C2H5OH (g) + C2H4 (g) ↔ C2H5OC2H5 (g)[16.2]
High pressure is also not favorable because higher alcohols will be formed:
2C2H4 (g) + H2O (g) ↔ C4H8 (g) + H2O (g) ↔ C4H9OH (g)[16.3]
An alternative is to use an indirect route for the hydrolysis of ethylene. This takes place with the aid of sulfuric acid. Ethylene is solved in concentrated sulfuric acid. Addition of water leads to the production of ethanol and some diethyl ether as the byproduct:
C2H4 + H2SO4 ↔ C2H5OSO3H ΔH = − 60 kJ/mol[16.4]
C2H4 + C2H5OSO3H ↔ C2H5OSO2OC2H5[16.5]
Hydrolysis after the addition of water:
C2H5OSO3H + H2O ↔ C2H5OH + H2SO4[16.6]
C2H5OSO2OC2H5 + H2O ↔ C2H5OH + C2H5OSO3H[16.7]
Side reaction with water occurs to form diethyl ether:
C2H5OSO2OC2H5 + C2H5OH ↔ C2H5OC2H5 + C2H5OSO3H[16.8]
Dependent on reaction conditions, 5–10% diethyl ether is formed during reaction. The use of concentrated sulfuric acid sets high standards for the equipment due to its corrosive character.
Although the hydrolysis of ethylene to ethanol does not seem attractive, it is still used because it can be easily integrated into the existing hydrocarbon processing industry, especially when producing absolute ethanol, the quality of the ethanol can be controlled and the overall synthesis time is much shorter (hours rather than days).
Very recently, an alternative route was being researched in 2015, where it seems possible to produce ethanol directly from ethane10 via the use of a new type of Metal Organic Framework catalyst and N2O. This reaction can be performed at 75°C and makes the direct conversion of ethane into ethanol possible at mild conditions for the first time. This also opens the way for making better use of ethane which is present in natural gas and/or can be produced from methane via oxidative coupling.
Celanese has developed the so-called TCX process,11 in which methanol, formed from synthesis gas from the steam reforming of natural gas, is converted via a hydrocarbonylation reaction into acetic acid. The hydrocarbonylation of methanol is the standard method to make acetic acid via the aid of a rhodium-based catalyst as described in Ullmann (Ullmann's Encyclopedia of Industrial Chemistry (2), 2005):
CH3OH + CO ↔ CH3COOH ΔH = −138.6 kJ/mol[16.9]
In 1968, Monsan developed this acetic acid production route based on methanol which was licensed to Celanese at the end of the 1970s. Celanese improved the catalyst systems and became a big producer of acetic acid from methanol. Recently Celanese developed a hydrogenation technology for acetic acid to produce ethanol.12 The acetic acid is hydrogenated over a supported platinum-tin catalyst to give ethanol:
CH3COOH + 2H2 → C2H5OH + H2O[16.10]
Via integration of this hydrogenation process into a methanol plant the production of ethanol becomes competitive. Celanese claims to produce an economically very competitive ethanol which does not need any subsidies or financial support from the government.13
In the following section more detailed information will be given of the conversion of methane (biogas) into ethylene as feedstock for ethanol production via oxidative coupling. This route skips the synthesis gas route as ethylene is produced directly in the gas phase from methane via:
![]() [16.11]
[16.11]
By subsequently hydrating ethylene, ethanol is formed:
![]() [16.12]
[16.12]
The overall reaction is then:
![]() [16.13]
[16.13]
The challenge is at which conversion and selectivities the Reactions 16.11 and 16.12 can be carried out in order to reach an economically viable process. For this reason the next paragraph describes the concept and an economical analysis of a methane to ethylene plant via OCM. The design is based on literature data and own modeling work (Van Kasteren et al., 2012).
16.3. Technical and economical analysis of the oxidative coupling of methane process
16.3.1. Introduction
This section describes the process of OCM into ethylene based on research that has been carried out by Van Kasteren et al. (2012).
OCM is a process which is based on the direct conversion of methane into ethylene and water with the aid of oxygen (Reaction 16.11). This reaction can be classified as a gasification type of reaction since oxidation partly takes place and partly hydrogenation. The reaction takes place at 750–950°C with the aid of a catalyst. This reaction was first discovered at the beginning of the 1980s by Keller and Bhasin (1982). From then on the OCM has been further investigated by many researchers and has never reached the commercial phase because of its competition with existing ethylene technology based on oil via naphtha cracking (Wolf, 1992). Beside this economical fact, also the fact that the reaction is very exothermic at high temperatures makes it challenging for reactor materials and safety. Finally from the beginning the catalyst stability has been a challenging subject (Ito and Lunsford, 1985; van Kasteren, 1990).
The fact that this reaction is so exothermic has been seen as a problem: the process has been considered an energy-generating reaction with a small amount of ethylene coming out (Lunsford, 1995).
The present trend toward more green, nonfossil-based energy and CO2 neutral processes has thrown a different light on the process. A lot of energy is being generated via the direct combustion of methane, the conversion of methane into CO2 and H2O:
![]() [16.14]
[16.14]
Mostly, this energy is used in the form of heat and/or combined with electricity generation, releasing the fossil CO2 unused into the air. The oxidative methane coupling process offers the possibility of generating heat with a reduction of the release of the carbon into the atmosphere and a useful purpose for this fossil carbon (ethylene production). This makes carbon sequestration economically possible.
As mentioned before, the OCM process has not been applied on a commercial scale due to a combination of technical and economical reasons. Especially the fact that the natural gas price has been coupled to the oil price made it impossible to get any advantage from the process of converting natural gas into ethylene compared to naphtha cracking of oil. In the last decade the economical landscape has been changed due to the shale gas developments in North America.14 The gas price has reached an independent status compared to oil production, making the use of natural gas more competitive. Beside this also the research has discovered more stable, suitable catalysts. This means in short that the OCM process is becoming more attractive (Graf, 2008)
16.3.2. Technical analysis
The important technical issues concerning the OCM process have been (Choudhary and Goodman, 2002):
1. C2+ selectivity and stability of the catalysts;
2. Control of reaction temperature (control of “hot spots”);
3. Ethylene recovery (separation) and desired purity.
Geerts (1990) investigated the economical feasibility of the OCM process during his PhD research at the Technical University Eindhoven (TU/e). He compared the OCM process with the existing technology for ethylene production via the oil-based naphtha cracking. He concluded that the OCM process can be economically competitive when a C2+ yield of 25% with a minimum C2+ selectivity of 65% can be reached per reactor pass. This means that a minimal 65% of the natural gas feed is being converted into ethylene/ethane (C2+) at a methane conversion of 38.5% per reactor passage. This mixture is fed to the separation unit from which the surplus of methane is recycled into the reactor. In 1990, no stable catalyst was available to reach this target. In 1992, Fang et al. found a more stable candidate: Mn/NaWO4/SiO2. This catalyst showed a C2+ selectivity of 66.9% at a methane conversion of 37.7% per reactor passage at a gas phase dilution factor of 38% and a CH4/O2 ratio of 3. After this discovery, this and comparable catalysts have been further investigated resulting in the fact that Liu et al. (2008) showed that Mn/NaWO4/SiO2 catalysts were stable over a long time (>100 h) with a stable C2+ selectivity of 60% at a methane conversion of 40%. Liu and colleagues also showed that the temperature control issue can be tackled by using steam as a heat transfer medium during the reaction in a fixed-bed reactor with a catalyst volume of 200 mL. This last fact is very important for scaling up the process. Due to the high heat production of the OCM process at high temperatures, it was long considered that the use of a fixed bed was not possible and that a more complicated fluidized bed had to be used. Liu's findings can be considered as a breakthrough for further development of the process.
The use of steam as a heat transfer medium has more benefits than only preventing hotspot formation. The steam can also be used as an energy carrier for releasing the reaction energy by condensing the steam. Finally the addition of steam dilutes the gas in the reactor, which is beneficial for the C2+ electivity. The final breakthrough Liu showed was that the use of steel as a reactor material was possible as compared to the conventional approach where the reactor wall material acts as an incinerator (hotspots) for the products formed, thus reducing the C2+ selectivity. This all means that the two most important bottlenecks for the OCM process have been overcome, leaving only the challenge of the recovery of the products of the product stream. In this way commercial application of the OCM process has become interesting again.
16.3.3. Economical analysis
Based on the process data of Geerts from 1990, a prediction has been made concerning the production costs and prices of the OCM process, considering the present views and developments of the OCM as described in Section 16.3.2.
A choice has been made considering the scale at which the process should work. As previous studies were always based on very large-scale production of ethylene (>300,000 t/year), in this study a smaller-scale production unit has been considered more fitting to the scale of the bio-based economy. This scale is determined by the amount of biomass (biogas) which can be produced in a region on a yearly basis.
Table 16.1 shows the assumptions for the economical analysis of the OCM process.
Table 16.2 shows an overview of the costs per ton of ethylene produced for the OCM process and the costs of the existing oil-based naphtha cracking process. This comparison is not entirely representative since the naphtha cracking process delivers other products (higher hydrocarbons like propene and benzene) and operates at a larger economy of scale.
For the economical analysis of this kind of processes the resource input costs are very important. Table 16.3 shows an overview of the prices used in this study for resources and products (price level 2012).
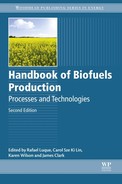
Combination of the data from Table 16.2 and Table 16.3 results in an overview as showed in Fig. 16.1.
Fig. 16.1 clearly shows that the OCM process can compete with the naphtha cracking process, without considering the other benefits of the process: CO2 neutral power capacity of 140 MW. The benefits are even higher if the fact is considered that naphtha cracking costs energy while the OCM process delivers energy. The 140 MW or yearly 2.2 PJ is already 2% of the total industrial energy demand in the province of North Brabant, the Netherlands. Since this province is trying to reach 14% renewable energy by2020,15 the implementation of this process could really make a difference, especially if biogas was used. Moreover it works even double since ethanol can be produced from the ethylene for fuel purposes, thus making renewable fuels for automotive purposes and contributing even more to the renewable targets set by the EU.16 Also, the OCM process is flexible in the production of more or less ethylene dependent on market prices. If the market price for ethylene is low more energy could be produced and if the market price for ethylene is high less energy can be produced. If green gas is used the market price of ethylene goes up but it can be sold and used as “bio-based ethylene,” thus making green ethanol for green chemical or fuel purposes and/or making “bio-based polyethylene,” which can compete with the Braskem process from Brazil.17 Moreover the route of ethanol to ethylene is unfavorable compared to the reversed route from an exergetical point of view (Frenzel et al., 2014). Using methane and converting it into ethylene and subsequently into ethanol has lower exergetical losses than sugar into ethanol and then ethylene production.
Table 16.1
Design assumptions of oxidative coupling of methane (OCM) process
| Reaction parameters | OCM reaction |
| C2+ selectivity (per reactor passage) | 80% |
| Conversion (per reactor passage) | 30% |
| C2+ yield | 24% |
| Energy yield | 140 MW |
| Energy yearly yield | 4.4 PJ |
| Ethylene yearly production | 180,000 t |
| Natural gas yearly input | 300,000,000 m3 |
Table 16.2
Overview of the ethylene production costs oxidative coupling of methane (OCM) process and naphtha cracking including separation costs
| Costs (million Euros) | Costs per ton ethylene natural gas | Costs per ton ethylene green gas | Costs per ton ethylene naphtha a |
| Resources | 637 | 1048 | 1056 |
| General expenses | 30 | 30 | 83 |
| Indirect costs | 37 | 37 | 262 |
| Utilities | 23 | 23 | 0 |
| Depreciation (10 year, 4%) | 216 | 216 | 271 |
| Labor costs | 42 | 42 | 72 |
| Total | 985a | 1396a | 1744a |

Table 16.3
Prices of resources and products
| Price (€/kg) | |
| Oxygen | 0.01 |
| Ethylene | 1.01 |
| Natural gas | 0.37a |
| Green gas | 0.70 |

Figure 16.1 Overview of costs and yields of ethylene production for the oxidative coupling of methane process at YC2+ = 24% and sC2+ = 80%.

Fig. 16.2 shows the same composition as in Fig. 16.1 but for lower C2+ selectivity at the same C2+ yields (thus a higher methane conversion).
Fig. 16.2 shows clearly that at lower C2+ selectivity there are more benefits for the heat produced per ton ethylene produced. The benefits in total for the produced ethylene also at lower C2+ selectivity the OCM process remains good, rendering a competitive process. The purification of the ethylene is incorporated into these calculations based on the design of Geerts (1990). The main issue remaining is the use of biogas: nowadays most biogas production in the EU comes from manure digesters and/or landfill sites, rendering around 15.7 billion m3 of methane in the form of biogas per year.18 The produced methane is mostly directly converted to electricity with the aid of gas engines, leaving the produced heat unused (energetic efficiency 40%). These systems are economically feasible due to support from governments. Conversion of the biogas into green gas and subsequent use of them for chemical processes like the OCM process would greatly increase the overall energetic efficiency (a factor of 2 would be possible).
16.3.4. Conclusions: oxidative coupling of methane process analysis
The presented exercise with respect to the potential of the OCM process for ethylene production shows that it is worthwhile to further investigate the implementation of this process and its role within the transition from a fossil-based economy to a bio-based economy. A pilot factory for the OCM process based on biogas input would make a difference and offers chances for making Europe's first bio-based ethylene and thus also competing “bio-based ethanol” made not from sugar but from waste streams.
16.4. Conclusions and future perspectives
This chapter shows that alcohol production via synthesis gas is common practice for methanol, but not for higher alcohols. However, the synthesis gas comes from fossil sources (mainly natural gas), making the use of methanol for fuel purposes not very attractive compared to existing fossil-fuel-based options. A bio-based synthesis gas to methanol process is being developed in which biomass waste streams are being used as a source of synthesis gas. Alternatively, biomethane (biogas) could be used as a bio-based resource for methanol. The latter can also be used as a resource for the production of ethanol via the OCM process to ethane/ethylene mixtures. The ethylene can be converted chemically into ethanol via the existing catalytic hydration process or, if further developed, the ethane formed can be catalytically converted into ethanol with the aid of N2O.
For bio-based ethanol processes, the sugar to ethanol route has been proven to be efficient for sugarcane-based inputs. The other bio-based inputs are still less efficient. However, the growing demand of sugar for the bio-based economy will lower the amount of ethanol for fuel purposes from sugar, thus creating space for chemical ethanol production via the OCM process and subsequent conversion of ethylene/ethane mixtures into ethanol.
In conclusion, it can be said that the increasing change toward a bio-based economy will increase the demand for bio-based alcohol production making the use of chemically based alcohol production routes necessary. Only easy and low-cost production methods of alcohol production will allow the use of alcohols for fuel purposes. In the future alcohols will become more and more attractive for chemical use.
Acknowledgments
The contribution of the province of North Brabant, The Netherlands and ir. Corné Wentink of Telos (www.telos.nl) for carrying out the economical analysis of the OCM process is gratefully acknowledged.
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.