14
Catalytic fast pyrolysis for improved liquid quality
Abstract
This chapter provides a review of catalytic fast pyrolysis of biomass and its potential for improving fast pyrolysis oil quality. Catalytic pyrolysis focuses on the use of catalysts in a fast pyrolysis system processing biomass and/or waste materials for the production of bio-oil, liquid, and secondary products. As the development of sustainable energy and fuel sources is of growing concern, different approaches to pyrolysis are being considered to alleviate fears of climate change and fuel shortages. These are discussed in other chapters. This review describes the current catalytic fast pyrolysis field with particular focus on the effect of fast pyrolysis conditions on catalyst reactivity and life time. The different active solid materials that can be used within a pyrolysis system to improve pyrolysis oil are described and compared. Current reactor design and technology is also summarized.
Keywords
Biomass; Catalysis; Catalytic pyrolysis; Deoxygenation; Waste material; Zeolites14.1. Introduction
Renewable energy sources from biomass or waste materials are becoming more important when considering the reduction of the environmental concerns from fossil fuels from carbon dioxide emissions. It has been widely accepted that climate change is occurring due to the combustion of fossil fuels resulting in the accumulation of greenhouse gases in the atmosphere (Haines et al., 2006). Known global oil, gas, and coal reserves are steadily increasing due to exploration and improved extraction technologies without any immediate depletion threat in sight (Abas et al., 2015); however these fossil fuels are finite resources, so energy security has become a major world issue. Heat and power production and transportation are major uses of fossil fuels and will be greatly affected as the fossil fuels become more scarce and more expensive. Renewable and alternative energy sources are keys to the solution of a twin problem, energy and climate change, but require a high initial investment.
Alternative sources of energy such as wind, solar, and nuclear are not able to replace fossil fuels in current petrochemicals requirements. Large-scale industrial change would be required to replace current large-scale chemical technologies based on fossil fuel processing that supplies fine chemicals, fertilizer, polymers, etc. An effective alternative for the generation of petroleum-like products from renewable or waste material sources is required to meet the essential requirements of the current chemical and petroleum economies. Fast pyrolysis is one of the means of producing petroleum-like products and higher-value chemicals from renewable or waste material sources. As fast pyrolysis technologies improve and the quest for suitable alternative and renewable energy sources continues, pyrolysis has the potential to play a bigger role in reducing the reliance on fossil fuels. Generally there are two methods that can be used to improve the final quality of the bio-oil produced from pyrolysis. The first option is to improve the quality of the source biomass prior to processing. This can be achieved by using feedstocks that have the required composition, such as through careful growing and harvesting or by using genetically modified sources of biomass (Strauss et al., 2001). Alternatively the feed material can be pretreated prior to pyrolysis (Banks et al., 2014; Bergman and Kiel, 2005; Jenkins et al., 1996; Mani et al., 2004) such as by washing. The second option is to upgrade the final product (Pattiya et al., 2006); this can be achieved by introducing a catalyst into the fast pyrolysis reaction system to improve the quality of the bio-oil vapors (Bridgwater, 1996). Upgrading bio-oil to a conventional transport fuel requires full deoxygenation, which can be accomplished by two main routes: catalytic vapor upgrading and hydrotreating. This review will focus on catalytic pyrolysis vapor upgrading.
14.2. Pyrolysis background
Pyrolysis is a thermochemical conversion technique where organic material is decomposed at elevated temperatures in the absence of oxygen. The term pyrolysis is derived from the Greek elements pyro “fire” and lysis “separating.” Pyrolysis of organic material always produces three products; liquid, noncondensable gas, and a solid char residue (Bridgwater, 2012a,b). The proportions are determined by the technology and time–temperature envelope, and are detailed below. Renewable energy sources from organic material are of growing importance when considering trying to reduce the environmental concerns from fossil fuels and pyrolysis is one of several possible strategies to develop a renewable energy source.
Current fast pyrolysis research and industrial use focuses on lignocellulosic materials (Bu et al., 2012; Shra'ah and Ahmad, 2014; Choi et al., 2012; Liu et al., 2014) and residues and waste materials (Fonts et al., 2012; Azargohar et al., 2014; Muhammad et al., 2015a,b; Ridout et al., 2015; Zwetsloot et al., 2015; Zhang et al., 2015) as a renewable energy source for heat and power and as a potential biofuel source or for production of higher-value chemicals. This is to avoid the conflict of edible crops being used to produce biofuel (Hunger, 2008; Graham-Rowe, 2011; Valentine et al., 2012; Mekonnen et al., 2015) such as first-generation bioethanol and biodiesel. Bioethanol is currently the most common biofuel worldwide (particularly Brazil) (Chen and Saghaian, 2015) and is currently mostly produced by the fermentation of sugars derived from edible crops such as wheat, corn, and sugarcane, although a new waste gasification and alcohol synthesis plant has recently started up in Edmonton, Canada (Chornet et al., 2013; Lavoie et al., 2013). Increasing attention is being paid to second-generation ethanol to avoid the use of food crops.
Lignocellulosic material includes wood from forestry, forest residues, short rotation coppice, and lignocellulosic energy crops such as energy grasses. Residues and waste materials include agricultural residues, municipal solid waste (MSW), municipal plastic waste (MPW), sewage sludge, waste food, and vegetable residues.
14.2.1. Pyrolysis
Pyrolysis converts organic materials by heating in the absence of oxygen to produce a number of products; bio-oil, char, and noncondensable gas (Bridgwater, 2012a,b). There are a number of types of pyrolysis, with the main two being slow pyrolysis and fast pyrolysis. Details on each pyrolysis residence time, heating rate, operating temperature range, and product spectrum are given in Table 14.1 (Bridgwater and Bridge, 1991). Bio-oil refers to the volatile components from fast pyrolysis after condensation and much current research aims to upgrade this bio-oil into a more acceptable heat and power resource and also biofuels and chemicals. Upgrading is mostly based on catalytic processing supplemented by feed modification and process improvement (Banks et al., 2014; Jenkins et al., 1996; Raveendran et al., 1995; Tan and Wang, 2009; Harmsen et al., 2010).
Table 14.1
| Pyrolysis type | Hot vapor residence time | Solid residence time | Heating rate (oC/s) | Operating temperature (°C) | Liquid | Solid char |
| Slow | 5–30 s | 200–20000 s | 0.10–1 | 350–500 | 30–50% 2 phases: 60–70% aqueous, 30–40% organic | 30–50 wt.% |
| Fast | 1–2 s | 2–10 s | 10–200 | 450–550 | 50–75 wt.% Usually single phase | 10–20 wt.% This is usually burned in the process for heat |

The types of biomass, especially ash content, heating rates, and hot vapor residence times, have a major effect on the product composition (Jahirul et al., 2012). The typical product composition for fast pyrolysis of clean dry wood is 75 wt.% liquid, 12 wt.% char (usually consumed in the process for heat), and 13 wt.% gas, compared to slow pyrolysis which is 30 wt.% liquid, 35 wt.% char, and 35 wt.% gas (Bridgwater, 2012a,b).
14.2.2. Fast pyrolysis
The homogeneity and much higher yield of liquid from fast pyrolysis mean that this is the preferred technique for liquid products (bio-oil). There are a number of essential features of a fast pyrolysis process:
1. Small particle sizes to minimize heating time and maximize heating rate;
2. Low feed water content of less than 10 wt.% to minimize water in the liquid product;
3. Very high heating rates to minimize reaction times;
4. Carefully controlled pyrolysis reaction temperatures of typically 475–525°C to maximize bio-oil yields;
5. Short hot vapor residence times of typically less than 2 s to minimize secondary reactions such as cracking;
6. Rapid removal of char to minimize secondary catalytic cracking of vapors on the active char;
7. Rapid cooling of vapors and aerosols to form bio-oil to minimize further cracking reactions which lead to increased yields of water, gas, char, and tar.
The hot vapor residence time is defined as the time feed material spends passing through the pyrolysis chamber heated zone and associated hot pipework and cyclones prior to any condensation processes (Moo-Young, 2013). The heating rate is defined as the time taken for the feed material to reach the pyrolysis reaction temperature (Lédé, 2010); the feed material maximum temperature may be less than the pyrolysis reaction temperature as it is not always possible to reach equilibrium.
In addition, very small particle sizes of typically less than 5 mm are required to achieve the necessary high heating rates as biomass has low thermal conductivity; and the feed material needs to be dried to less than 10 wt.% moisture to control the liquid product water content as all feed water reports to the liquid bio-oil.
14.2.3. Distribution of fast pyrolysis products from certain biomass components
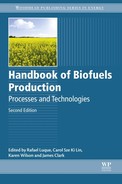
There are no standard decomposition processes for biomass components: cellulose, hemicellulose, and lignin. The varying proportions of cellulose, hemicellulose, and lignin in biomass influence the fast pyrolysis product distribution. The thermal decomposition of cellulose has been studied extensively as it is the major component of wood and has a less complex structure compared to hemicellulose and lignin. Fast pyrolysis conditions (biomass particle size, pyrolysis temperature, and hot vapor residence time) have an effect on fast pyrolysis products, as well as biomass component composition, poor thermal conductivity of biomass, high reactivity of volatiles, and the catalytic effect of char and alkali metals contained in ash (Nowakowski and Jones, 2008; Nowakowski et al., 2007; Nik-Azar et al., 1997; Patwardhan et al., 2010). Fig. 14.1 shows the general distribution of fast pyrolysis products from specific biomass components. Cellulose and hemicellulose primary decomposition components are condensable vapors (bio-oil) and gas. Lignin's primary decomposition components are bio-oil, solid (char), and noncondensable gases. Also found in biomass are extractives which contribute to bio-oil and noncondensable gas yields and mineral content (such as alkali metals) are entrained in char.

The fast pyrolysis decomposition of cellulose starts at temperatures as low as 150°C. Pyrolysis of cellulose below 300°C results in the formation of carboxyl, carbonyl, and hydro peroxide groups, elimination of water and production of carbon monoxide and carbon dioxide as well as char residue (Evans and Milne, 1987). Therefore low pyrolysis temperatures will produce low yields of organic liquid yields. Fast pyrolysis of cellulose, above 300°C, results in liquid yields up to 80 wt.%. Cellulose initially decomposes to form activated cellulose (Bradbury et al., 1979). Activated cellulose has two parallel reaction pathways, depolymerization and fragmentation (ring scission). The main products from each reaction pathway are rather different as ring scission produces hydroxyacetaldehyde, linear carbonyls, linear alcohols, esters, and other related products (Bradbury et al., 1979; Zhu and Lu, 2010; Lin et al., 2009) and depolymerization produces monomeric anhydrosugars, furans, cyclopentanones, and pyrans and other related products (Bradbury et al., 1979; Zhu and Lu, 2010; Lin et al., 2009). Each reaction pathway is independent and is influenced by pyrolysis temperature and residence time (Bradbury et al., 1979).
The primary hemicellulose components are xylan and glucomannans, which when pyrolyzed form varying yields of char and depolymerization products (Zhu and Lu, 2010). Pyrolysis of xylan produces higher char yields compared to cellulose and not typical depolymerization products such as levoglucosan (Zhu and Lu, 2010). Pyrolysis of glucomannan produces similar pyrolytic products to cellulose (Zhu and Lu, 2010). Glucomannans pyrolysis is similar to cellulose as the glycosidic bonds are cleaved to from stable monomeric anhydrosugars (Shen et al., 2010). Xylan follows an alternative pyrolytic dehydration pathway which results in an increased char formation (Shen et al., 2010).
Lignin is the most thermally stable component of biomass. Fast pyrolysis of lignin produces high char yields and low liquid yields compared to both cellulose and hemicellulose. The liquid product has three specific groups, large molecular oligomers which account for the majority of the liquid product (Garcia-Perez et al., 2008). The other two groups are monomeric phenolic compounds and light compounds such as acetic acid (Garcia-Perez et al., 2008; Oasmaa et al., 2003). Due to the complexity of its structure, there are no general pathways which can be proposed. From previous experiments it can be found that the pyrolysis products from lignin can be split into eight different groups: light volatiles, catechols, vanillins, guaicols, propyl guaicols, phenols, aromatic hydrocarbons, and others (Hosoya et al., 2007; Nowakowski et al., 2010; Yang et al., 2007).
Distribution of pyrolysis products and specific compounds produced (particularly in the liquid fraction) can be greatly affected by the introduction of a catalyst to the pyrolysis reaction system. Catalytic pyrolysis, the main subject of this chapter, is not so different to standard pyrolysis but has a significant effect on pyrolysis products by enhancing potential biofuel or higher-value chemical production. Catalytic pyrolysis is covered in depth below.
14.2.4. Fast pyrolysis products
14.2.4.1. Liquid bio-oil
Bio-oil is relatively viscous, acidic, and relatively unstable and contains a high level of oxygen due to the oxygenated compounds (Czernik and Bridgwater, 2004). Advances in current fast pyrolysis techniques are aimed at producing a bio-oil of improved quality so that it can replace or supplement current fossil fuel usage in heat and power applications. Fast pyrolysis liquids are nonmiscible with hydrocarbons (Bridgwater and Peacocke, 2000). High water content in the product of above 40 wt.% can result in phase separation (Oasmaa and Czernik, 1999). This phase separation is irreversible unless large quantities of a miscible chemical such as ethanol are added. Table 14.2 shows the typical properties of wood pyrolysis bio-oil.
The composition of bio-oil is dependent on feed material composition and origin, pyrolysis temperature, residence time, heating rates, collection system, and storage conditions (Huber et al., 2006). The chemical composition of bio-oil is very complex, and in general is composed of water, organics, and a small amount of ash. The organic components consist mainly of alcohols, furans, phenols, aldehydes, and organic acids (Garcia-Perez et al., 2007). Bio-oil is a homogeneous mixture of an aqueous phase and a nonaqueous phase compounds. The aqueous phase consists of low-molecular-weight oxygenated organic compounds (Williams and Nugranad, 2000). The nonaqueous phase consists of high-molecular-weight oxygenates, aromatics, and polycyclic aromatic hydrocarbons (Williams and Nugranad, 2000). Bio-oil has a low hydrogen/carbon ratio which is a limiting factor on hydrocarbon yield; methanol can be added to the pyrolysis process as a hydrogen donor (Horne et al., 1995). Due to the number of compounds and complexity of bio-oil, it has been difficult to fully characterize. Gas chromatography (GC) analysis has been used to identify compounds within bio-oil but is limited due to a large fraction of the oil comprising of lignin and carbohydrate oligomers, which are not volatile enough to be detected by GC analysis (Mohan et al., 2006).
Table 14.2
Some typical properties of bio-oil
| Physical property | Bio-oil |
| Moisture content, wt.% | 15–30 |
| pH | 2.5 |
| Specific gravity | 1.2 |
| Elemental composition, wt.% | |
| C | 54–58 |
| H | 5.5–7.0 |
| N | 0–0.2 |
| O | 35–40 |
| Ash | 0–0.2 |
| HHV, MJ/kg | 16–19 |
| Viscosity (at 50°C), cP | 40–100 |
| Solids, wt.% | 0.2–1 |
| Distillation residue, wt.% | Up to 50 |
A single-phase bio-oil has a water content of approximately 15–30 wt.% (Czernik and Bridgwater, 2004) but the water content of the aqueous phase of a phase-separated bio-oil can be as high as 80 wt.%. ASTM has recently defined several grades of bio-oil as well as the conditions necessary for its formation and production (ASTM D7544-12, 2012). The water is derived from feed material moisture, reaction water produced during pyrolysis, reaction water from secondary cracking, and bio-oil storage. The presence of water has both a positive and negative effect on bio-oil characteristics: water lowers the heating value but reduces the viscosity and helps to stabilize the bio-oil. Bio-oil can separate into two phases as water content increases (Oasmaa and Czernik, 1999). A tar-like product with a high viscosity forms a bottom layer comprising of high-molecular-weight lignin products (Oasmaa and Czernik, 1999); while an aqueous phase of low viscosity forms a top layer comprising mainly of products from the decomposition of cellulose and hemicellulose (Oasmaa and Czernik, 1999).
The oxygen content of bio-oil is usually 35–40 wt.% (Czernik and Bridgwater, 2004), and is contained in oxygenated organic compounds making up bio-oil. The high oxygen content results in a lower energy density when compared to conventional fuel by up to 50% (Zhang et al., 2007). Bio-oil contains large amounts of organic acids, such as acetic and formic acids, which leads to an acidic liquid with a typical pH value of 2–3 (Zhang et al., 2007). Due to the acidity of bio-oil it is corrosive, which requires specific construction materials being used for storage vessels (Laird et al., 2009; Aubin and Roy, 1990) or subsequent upgrading processes. Bio-oil viscosity can vary greatly depending on feed material, pyrolysis parameters, content of light compounds, temperature, and storage time. Sipilä et al. (1998) found that viscosity was reduced in bio-oil with higher water contents and less water-insoluble components. When bio-oil is stored it goes through an aging process which leads to an increase in viscosity (Oasmaa and Czernik, 1999) from condensation reactions taking place within the bio-oil. The majority of ash contained in biomass is concentrated in char, but small amounts of fine char can be entrained in bio-oil. Alkali metals within the ash are problematic, which can lead to cracking reactions within the bio-oil.
14.2.4.2. Solid char
Fast pyrolysis char is a byproduct of pyrolysis which is high in carbon, contains low amounts of hydrogen and almost all of the ash which was present in the feed material (Brewer et al., 2009; Chun et al., 2004; Westerhof, 2011; Jeffery et al., 2011). The pyrolysis char can be separated from the other products where it can be used for other applications such as Biochar or more usually in all current fast pyrolysis demonstration and commercial processes, it is burned to provide process heat in a secondary combustion reactor (Yanik et al., 2007; Tsai et al., 2007). If separated, the char can be added to soil to improve upon its characteristics as a soil amendment (Biochar) (Jeffery et al., 2011; Lehmann et al., 2006; Laird, 2008). This is potentially an interesting application due to the carbon sequestration benefit that biochar can have (Laird, 2008; Lehmann et al., 2006). It has been claimed that it can also be used as a replacement for coke (Lovel et al., 2007; Goyal et al., 2008), an advanced adsorbent (Goyal et al., 2008; Mohan et al., 2011; MacDonald and Quinn, 1996; Raveendran and Ganesh, 1998; Mohan et al., 2014), or a catalyst for specific processes/reactions (Goyal et al., 2008; Zabaniotou and Stavropoulos, 2003).
14.2.4.3. Gases
Fast pyrolysis gas (noncondensable gas) mostly consists of carbon dioxide, carbon monoxide, and methane. Research by Yanik et al. (2007) pyrolyzed three agricultural wastes and found that carbon oxides made up 84–90 v/v% of the fast pyrolysis product gas, with methane accounting for 6–8 v/v%, hydrogen and C2–C4 were found in minor amounts. The composition varied very little between all three agricultural waste product gases. As pyrolysis gas contains the basic components of syngas (carbon monoxide, carbon dioxide, and hydrogen), it could be utilized as an energy source but other technologies are more competitive (gasification) for syngas production (McKendry, 2002; Patra and Sheth, 2015). In some pyrolysis systems, the pyrolysis gas can be used for fluidization (Ringer et al., 2006); this results in the pyrolysis product gas becoming diluted with the fluidizing gas. By using the pyrolysis gas as part of the fluidizing stream can increase the hydrogen/carbon ratio within the pyrolysis reactor system therefore increasing hydrocarbon content in the bio-oil.
14.3. Catalytic pyrolysis
14.3.1. Catalytic upgrading
Catalytic upgrading offers the possibility of upgrading bio-oil to a product with more favorable properties (Bridgwater, 2012a,b). Fast pyrolysis produces bio-oil by rapidly heating biomass up to a controlled temperature of between 400 and 600°C (Scott et al., 1988). Bridgwater and Peacocke (2000) reported that fast pyrolysis produces maximum yields at processing temperatures around 500°C. The feed material is usually specified as less than 10 wt.% water content (Jahirul et al., 2012) as all feed water ends up in the hydrophilic bio-oil as well as the water of reactions (Demirbas, 2004). The essential features of fast pyrolysis for producing liquids are very high heating (Fred and Peter, 1977) and heat transfer rates (Bridgwater and Bridge, 1991) which require a feed of an appropriate particle size which is usually less than 3 mm (Papadikis et al., 2010; Wang et al., 2005; Di Blasi, 2002). The pyrolysis temperature should be carefully controlled as reported above. The vapor phase temperature has to be carefully monitored and controlled to at least 425°C to minimize tar condensation leading to blockages and not above 460°C to minimize thermal cracking reactions. Fast pyrolysis has a short hot vapor residence time typically less than 1 s (Bridgwater et al., 1999). The residence time has to be kept as short as possible to prevent secondary reactions taking place which will convert the condensable fast pyrolysis vapors into permanent gases, water vapor, and char (Liden et al., 1988; Scott et al., 1999). Typical liquid yields are around 75% from clean wood (Bridgwater et al., 1999).
Catalytic pyrolysis is usually carried out to improve one or more of the less desirable properties of bio-oil. There are many such attributes that are summarized in Table 14.3.
Usually only one or two of these properties can be successfully addressed in an upgrading process, so attention is best focused on properties that inhibit use in common applications such as acidity and/or which offer the most valuable products such a biofuels.
Table 14.3
| Characteristic | Cause | Effects |
| Acidity or low pH | Organic acids from biopolymer degradation | Corrosion of vessels and pipework |
| Aging | Continuation of secondary reactions including polymerization | Slow increase in viscosity from secondary reactions such as condensation, potential phase separation |
| Alkali metals | The majority of all alkali metals report to char so not a big problem, high ash feed, incomplete solids separation | Catalyst poisoning, deposition of solids in combustion, erosion and corrosion, slag formation, damage to turbines |
| Char | Incomplete char separation in process | Aging of oil Sedimentation Filter blockage Catalyst blockage Engine injector blockage Alkali metal poisoning |
| Chlorine | Contaminants in biomass feed | Catalyst poisoning in upgrading |
| Color | Cracking of biopolymers and char | Discoloration of some products such as resins |
| Contamination of feed | Poor harvesting practice | Contaminants, notably soil, act as catalysts and can increase particulate carry over |
| Distillability is poor | Reactive mixture of degradation products | Bio-oil cannot be distilled—maximum 50% typically. Liquid begins to react at below 100°C and substantially decomposes above 100°C |
| Table Continued | ||

| Characteristic | Cause | Effects |
| High viscosity | Gives high-pressure drop increasing equipment cost, high pumping cost, poor atomization | |
| Low H:C ratio | Biomass has low H:C ratio | Upgrading to hydrocarbons is more difficult |
| Materials incompatibility | Phenolics and aromatics | Destruction of seals and gaskets |
| Miscibility with hydrocarbons is very low | Highly oxygenated nature of bio-oil | Will not mix with any hydrocarbons so integration into a refinery is more difficult |
| Nitrogen | Contaminants in biomass feed High-nitrogen feed such as proteins in wastes | Unpleasant smell, catalyst poisoning in upgrading, NOx in combustion |
| Oxygen content is very high | Biomass composition | Poor stability, nonmiscibility with hydrocarbons |
| Phase separation or inhomogeneity | High feed water, high ash in feed, poor char separation | Phase separation, partial phase separation, layering; poor mixing, inconsistency in handling, storage and processing |
| Smell or odor | Aldehydes and other volatile organics, many from hemicellulose | While not toxic, the smell is often objectionable |
| Solids | See also char, particulates from reactor such as sand, particulates from feed contamination | Sedimentation, erosion and corrosion, blockage |
| Structure | The unique structure is caused by the rapid depolymerization and rapid quenching of the vapors and aerosols | Susceptibility to aging such as viscosity increase and phase separation |
| Sulfur | Contaminants in biomass feed | Catalyst poisoning in upgrading |
| Temperature sensitivity | Incomplete reactions | Irreversible decomposition of liquid into two phases above 100°C, irreversible viscosity increase above 60°C, potential phase separation above 60°C |
| Table Continued | ||

| Characteristic | Cause | Effects |
| Toxicity | Biopolymer degradation products | Human toxicity is positive but small, eco-toxicity is negligible |
| Viscosity | Chemical composition of bio-oil | Fairly high and variable with time Greater temperature influence than hydrocarbons |
| Water content | Pyrolysis reactions, feed water | Complex effect on viscosity and stability: increased water lowers heating value, density, stability, and increase pH, affects catalysts |

14.3.2. Catalytic pyrolysis: improved pyrolysis oil generation or production of higher-value chemicals
The conversion of lignocellulosic materials and waste materials into bio-oil using pyrolysis technology is one of the most promising technologies to convert solid feedstocks into liquid products. However, substituting bio-oil for conventional liquid fossil fuels is problematic due to high viscosity, high oxygen content, and thermal instability. Therefore catalysts are being utilized in the pyrolysis reaction system to upgrade pyrolysis vapor to obtain a bio-oil product with decreased oxygen and polymerization precursor content to improve its heating value and thermal stability. Catalytic pyrolysis has many advantages over other conversion processes (Carlson et al., 2011). These are:
1. Converting biomass into hydrocarbons and higher-value chemicals in a single step with one reactor (other pyrolysis reaction systems can be used which have more than one step and reactor);
2. Increased yields of five major petrochemicals (benzene, toluene, xylene, ethylene, and propylene);
3. The pyrolysis reactions take place in an inert atmosphere without high-pressure hydrogen;
4. Pyrolysis vapors are directly upgraded without bio-oil condensation and vaporizing processes;
5. Operated with short residence times (<10 s) to minimize secondary reactions;
6. Inexpensive catalysts can be used;
7. A broad range of feedstocks can be used, from lignocellulosic materials to waste materials;
8. Feedstocks may require simple pretreatment processing.
Added costs are incurred when catalysts are introduced to the pyrolysis system. Due to this increased operation cost catalysts have to be developed to show good performance (selectivity toward desired product formation) and extended lifetime or simple regeneration steps can be developed. Otherwise naturally occurring catalysts (such as dolomite (Conesa and Domene, 2015; He et al., 2010; Waheed et al., 2015)) or waste products (red mud (López et al., 2011; Sushil and Batra, 2008)) can be used as cheaper catalyst alternatives. There have been a number of general reviews of catalytic pyrolysis by Bridgwater (2012a,b), French and Czernik (2010), Dickerson and Soria (2013), Sharma and Bakhshi (1991), and Elliott et al. (1991). These reviews highlighted a number of advantages catalytic pyrolysis has over conventional thermal pyrolysis. These are:
1. The pyrolysis oil produced from a catalyzed pyrolysis process is significantly deoxygenated, lowering oxygen content and increasing the hydrogen to carbon ratio across the product distribution (French and Czernik, 2010). This increases the energy content of the oil and makes it more suitable for current liquid hydrocarbon technologies. Also, decreasing the oxygen content of the oil decreases the amount of acidic components, therefore decreasing the corrosive nature compared to noncatalyzed pyrolysis oil.
2. The choice of catalyst can allow for some control over the product distribution and selectivity to the production of specific compounds. This can be further enhanced by specific selection of process conditions (temperature and weight hourly space velocity) (Li et al., 2008). Catalytic pyrolysis has been shown to narrow the molecular weight range of the liquid products consistent to fossil fuel (C5–C12 range) (Muhammad et al., 2015a,b).
3. The char content of liquid products produced via catalytic pyrolysis is decreased (Encinar et al., 2009). Bio-oil is chemically and thermally unstable due to its high content of oxygen-containing compounds. The instability can be observed by an increase in viscosity and water content overtime; this is known as aging. Aging can be catalyzed by bio-oil char content (Oasmaa and Czernik, 1999; Oasmaa et al., 2004; Diebold and Czernik, 1997; Diebold et al., 2000). As a consequence of reducing the char content, aging or instability of bio-oil could be relieved.
4. The use of catalysts in a pyrolysis system has been shown to lower the reaction temperature (Mertinkat et al., 1999; Onu et al., 1999); therefore energy consumption and process costs can be reduced. Pyrolysis reactions are endothermic, which increases the overall process cost as energy cannot be recovered for heating as would be the case if the reactions were exothermic.
5. Aromatic yields can be greatly increased through catalytic pyrolysis compared to conventional pyrolysis, with some cases seeing increases of 30–50%. Increased aromatic yields are very important for the potential of pyrolysis bio-oil as a fuel due to increased heating value and thermal stability. There are three important parameters required to maximize aromatic yield; high heating rates, high catalyst to feed ratio, and proper catalyst selection (active sites and pore structure) (Carlson et al., 2008). High heating rates and high catalyst to feed ratio are required to ensure volatile organic compounds enter the catalyst pores before they thermally decompose to coke.
There are a number of obstacles to the commercialization of catalytic pyrolysis to large scale such as low yields of target products and rapid deactivation of catalysts due to coke formation on the surface. For commercialization of catalytic pyrolysis, reactors and catalysts have to be designed specifically for this thermochemical conversion technique.
14.3.3. Deoxygenation
The liquid produced from pyrolysis contains a variety of different chemical species which can amount to over 300 compounds with oxygen content usually around 35–40% (Czernik and Bridgwater, 2004). Bio-oil properties are greatly affected by its composition which is made up of numerous functional groups (acids, esters, aldehydes, amines, ethers, alcohols, furans, aliphatic hydrocarbons, and aromatic hydrocarbons). The high number of functional groups decreases the stability of the oil, which leads to an increase in viscosity over time which raises concerns on its feasibility as a substitute for fossil fuel. High water and oxygen content in bio-oil reduces the heating value. Due to these properties the bio-oil has to be upgraded to make it a viable option for fossil fuel replacement.
Upgrading of bio-oil by removing oxygen is required in converting the bio-oil into a form that can replace fossil fuels. Bio-oil derived from biomass can be categorized into specific chemical species (alcohols, aldehydes, ketones, carboxylic acids, phenols, and furans). Bio-oil upgrading requires the removal of various oxygenated species and is commonly known as deoxygenation. Deoxygenation can be spilt into three reactions classes: dehydration, decarboxylation, and decarbonylation. Each reaction pathway is associated with a specific functionality of a biomass constituent:  OH, COOH, and C
OH, COOH, and C O. Each bond has a specific energy associated with its dissociation, known as the bond dissociation energy (BDE). The BDEs for these functional groups are quite high and are shown below in descending order (Gunawardena and Fernando, 2013):
O. Each bond has a specific energy associated with its dissociation, known as the bond dissociation energy (BDE). The BDEs for these functional groups are quite high and are shown below in descending order (Gunawardena and Fernando, 2013):
C![]() O (1076.5 kJ/mol) > C
O (1076.5 kJ/mol) > C![]() O (749 kJ/mol) > C
O (749 kJ/mol) > C![]() C (610 kJ/mol) > O
C (610 kJ/mol) > O![]() H (429.99 kJ/mol) > C
H (429.99 kJ/mol) > C![]() H (338.4 kJ/mol)
H (338.4 kJ/mol)
The higher the BDE the higher the activation energy required to dissociate the bond. This identifies that high activation energies are required, particularly for CO and CO bond scission which can be achieved by using extreme process conditions or the addition of a catalyst to the process system. The presence of a catalyst can help overcome the high activation energy. The section below describes briefly each deoxygenation reaction.
14.3.4. Dehydration
Bio-oil contains a significant amount of components with OH groups that require dehydration. Dehydration is the removal of oxygen in the form of water. A wide range of studies have been carried out with oxygenates ranging from low-molecular-weight alcohols (eg, methanol and ethanol) to phenolic compounds. Even though phenolic compounds are more abundant in bio-oil, studies have focused on low-molecular-weight alcohols for insight of the chemistry behind dehydration reactions.
Dehydration of methanol to produce aromatics such as benzene, toluene, and xylene has been studied by a number of research groups (Fu et al., 2005; Sabour et al., 2014; Tavan and Hasanvandian, 2015; Hajimirzaee et al., 2015). Methanol is first dehydrated to dimethyl ether (DME). The mixture that is formed, consisting of methanol, DME, and water, is then converted to light olefins. The light olefins finally react to form paraffins, aromatics, naphthenes, and heavier olefins by three different reaction pathways: hydrogen transfer, alkylation, and polycondensation (Stöcker, 1999). A number of heterogeneous catalysts have been studied with ZSM-5 receiving greater attention. There are two types of acidic sites on the surface of ZSM-5 catalyst: Brönsted and Lewis acid sites. Brönsted acid sites are able to catalyze the dehydration of methanol (Mollavali et al., 2009). Brönsted acid sites donate protons to the hydroxyl group of oxygenates to form water (dehydration). Reaction activity is determined by crystal size, and DME selectivity is determined by acid site distribution on the catalyst external surface (Rownaghi et al., 2012). DME selectivity was enhanced as the crystal size was reduced due to faster mass transfer of products from the crystals and pores, therefore reducing the formation of coke. The addition of metal oxides onto the catalyst framework has been shown to increase the acidity of the support material (Li et al., 2015; Veses et al., 2015), which has the potential to enhance dehydration reactions leading to the formation of higher-molecular-weight hydrocarbons. The dehydration of ethanol competitively formed diethyl ether and ethylene as two main products (Xin et al., 2014), which can react further to form aromatic hydrocarbons, similar to the dehydration of methanol. Ethanol dehydration to ethylene occurs selectively at high temperatures which are similar to pyrolysis reaction temperatures (Phung and Busca, 2015). Water formed during dehydration can adsorb onto acid sites resulting in a decreased catalyst activity.
14.3.5. Decarboxylation
The presence of a considerable amount of acids (eg, acetic and formic) in bio-oil results in a low pH (pH value of 2–3) (Zhang et al., 2007). This low pH presents application problems due to its corrosive nature (Laird et al., 2009; Aubin and Roy, 1990) and instability. Acids increase the oxygen to carbon ratio, which decreases the heating value, therefore making it a less desirable alternative to fossil fuel. The removal of oxygen in the form of carbon dioxide to form a carboxylated compound is known as decarboxylation, a general equation is given as:
RCO2H → RH + CO2
Biodiesel research is an important area to look for information related to decarboxylation. Biodiesel contains fatty acids and fatty acid methyl esters which have undergone further deoxygenation to produce a higher-quality liquid fuel. Pd has been shown to be an active metal for decarboxylation of fatty acids (Mäki-Arvela et al., 2007). It was reported that 97% acid conversion to n-heptadecane was obtained with Pd/C. The decarboxylation rate of fatty acids decreased as the fatty acid to metal ratio increased (Simakova et al., 2010). The decarboxylation of stearic acid was also tested using Pd supported on active carbon (Snåre et al., 2006) resulting in the conversion of stearic acid to diesel fuel compounds, carbon dioxide, and/or carbon monoxide. The decarboxylation reaction was more prominent over Pd/C catalyst, while the decarbonylation reaction was more prominent over the Pt/C catalyst. This study stated that the rate of decarboxylation can be increased by the reaction taking place in the presence of hydrogen.
14.3.6. Decarbonylation
The presence of aldehydes and ketones (carbonyl groups found in their structure) in bio-oil results in a reduced heating value and instability. The removal of the carbonyl group from aldehydes and ketones can result in improved bio-oil properties for fossil fuel replacement. The removal of oxygen in the form of carbon monoxide is known as decarbonylation, a general equation is given as:
RCOH → RH + CO
The understanding of bio-oil upgrading via decarbonylation is quite limited. Aldehyde, ketone, and carboxylic acid deoxygenation have been studied using model compounds (Gayubo et al., 2004). This study highlighted that acetone (ketone) is less reactive than alcohols for the conversion into aromatics. Aldehyde and carboxylic acid decarbonylation resulted in increased coke formation compared to alcohol.
Furan is a common oxygenated compound found in biomass-derived bio-oil that has been used to study decarbonylation (Caldwell and Land, 1999; Caldwell et al., 1996; Xu, 2012). The studies look at the adsorption and desorption step of furan on a pure metal surface (Pd) during deoxygenation reactions. It is observed that furan desorbs on the metal surface without altering its structure (under mild conditions) but when the temperature is increased the furan molecule undergoes deoxygenation.
14.4. Catalytic pyrolysis: catalysts used
Catalysts have been used in thermochemical conversion technologies for a number of years to improve product yields or selectively produce certain chemicals. The composition and structure of catalytic pyrolysis catalysts have been based on petroleum cracking or reforming catalysts and other materials discovered from various research activities. A recent review of laboratory research and commercial developments in fast pyrolysis and upgrading has been completed by Butler et al. (2011) showing the large amount of research that has been completed on various catalysts tested for biomass pyrolysis vapor upgrading. Other recent reviews of catalysts used in pyrolysis of waste plastics have been completed by Serrano et al. (2012) and Aguado et al. (2008) highlighting the effectiveness of catalysts for upgrading the quality of pyrolysis liquid products derived from plastic waste. Zeolite catalysts have shown advantages of high catalytic activity, shape selectivity, strong acidity, and stability at elevated temperatures. They are used for a variety of reactions such as cracking, alkylation, aromatization, and isomerization of hydrocarbons. Zeolites are one of the most researched catalysts involved in pyrolysis vapor upgrading.
The catalysts that are described below may be positioned in three different locations of the pyrolysis process system:
1. Catalysts are mixed directly to the feedstock before experiments (Demiral and Şensöz, 2008);
2. Catalysts are placed in the pyrolysis reactor, allowing for immediate contact of the evolved pyrolysis vapors and char with the catalyst;
3. Catalysts are placed in a secondary reactor located downstream of the primary reactor (pyrolyzer) (Serrano et al., 2012; Aguado et al., 2007).
The yield of products from catalytic pyrolysis depends on catalyst type and catalyst to feed ratios besides pyrolysis temperature and residence time (Ojha and Vinu, 2015). Different types of catalysts have different properties such as surface acidity, specific surface area, pore size, and pore size distributions which also determine the yield and selectivity of various products. The range of different functionalities of the catalysts should be matched to the various pyrolysis feedstocks as each feedstock may have a preferred pyrolysis catalyst. Therefore research has been precise in developing particular catalysts for specific raw material (depending on pyrolysis reactor). The section below describes the properties and effect specific catalysts have on pyrolysis vapor upgrading.
14.4.1. Activated alumina catalysts
Activated alumina is manufactured by dehydroxylation of aluminum oxide hydroxide (Boehmite) which produces a highly porous substance, surface area typically in the range of 150–380 m2 per gram. The term “activated alumina” refers to the activation due to calcination. The pore structure is resistant to high temperatures and abrasion, which have been a reason for activated alumina being used as a thermochemical catalyst. Both Brönsted and Lewis acid sites are contained in activated alumina catalysts which are required for catalytic cracking. Catalytic pyrolysis of miscanthus using activated alumina did not contribute to any considerable improvement in bio-oil composition where oxygenated compounds were dominant (Yorgun and Şimşek, 2008). Even though the bio-oil was dominated by oxygenated compounds there was a marked increase in aromatic hydrocarbons notably improving the quality of the pyrolysis oil. A study by Ateş et al. (2005) had similar results with the aromatic fractions showing less prominent change compared to noncatalyzed pyrolysis liquid fractions, but an increase in lighter hydrocarbons was observed. The increased yield of lighter hydrocarbons can be a consequence of poor cracking and hydrogenation ability of activated alumina (Wang et al., 2008). The larger pore size of activated alumina compared to ZSM-5 zeolite catalyst contributed to increased formation of coke (Williams and Horne, 1995) as larger coke precursors, such as polyaromatic hydrocarbons (PAHs), can enter the pore structure. From the studies above the main reaction mechanism performed by activated alumina appears to be dehydroxylation of hydrocarbons (Yorgun and Şimşek, 2008).
14.4.2. Zeolite catalysts
Zeolites are porous solids commonly used in the petroleum industry as a catalytic material. The main components of zeolites are alumina and silica. Due to their shape and cage-like structure they have unique properties which have a wide range of chemical applications (Wilson and Clark, 2000). Zeolites are normally referred to as solid acid catalysts. Zeolites have a three-dimensional tetrahedral structure which consists of silica and alumina atoms linked through oxygen anions. By sharing the oxygen atoms they can form rigid open 3D frameworks and form regular intercrystalline networks. These frameworks consist of channels and pores of certain molecular dimensions (pore sizes around 2–10 Å); this is one of the reasons why they are highly selective (Wilson and Clark, 2000; Jae et al., 2011). The rigid open intercrystalline structure allows for the zeolite structure to retain its shape after many reactions without the pore structure collapsing, contracting, or swelling.
There are several different zeolite framework structures, which can be modified by controlled ion exchange, offering a range of catalytic properties. Zeolites can occur naturally or be synthesized via hydrothermal condensation of cation precursors in the presence of an organic template (Schmidt et al., 2015). Solid acid catalyst can be categorized by their Brönsted/Lewis acidity. The strength and amount of acid can be determined (Forni, 1974) but this does not distinguish between Brönsted acid sites and Lewis acid sites. In order to elucidate the catalytic actions of the zeolite, it is necessary to distinguish between Brönsted and Lewis acid sites. To identify the Brönsted and Lewis sites, ammonia and pyridine adsorption methods are used so that specific acid sites can be distinguished using quantitative infrared spectroscopy (Auroux et al., 1979). A Brönsted acid site releases an H+ ion (Xu et al., 2006). A Lewis acid site accepts electrons (Morrow and Cody, 1976). A number of reviews have reported the relationship between catalytic and acidic properties of zeolites (Benesi, 1967; Kramer et al., 1993; Ward, 1969). Zeolite catalytic chemistry has been thoroughly reported (Bhatia, 1989), with an increased focus on zeolite cracking reactions (Venuto and Habib, 1979). Zeolites are widely utilized to catalytically upgrade fuels by cracking, hydrogenation, and hydrodeoxygenation.
The most widely used zeolite catalyst is ZSM-5, which was synthesized in 1965 by Landolt and Argauer (Argauer and Landolt, 1972). Another 18 years were required to perfect the synthesis of ZSM-5 before its first commercial-scale use in a cracking unit (Degnan et al., 2000). The basic structure consists of several pentasil (eight five-membered rings) units which are linked together using oxygen bridges to form pentasil chains. The estimated pore size of the channel is assumed to be between 5.4 and 5.6A (Olson et al., 1981). ZSM-5 was shown to increase yields of aromatic compounds (petroleum-type products) from a range of hydrocarbon sources. Since the introduction of ZSM-5 it has become the benchmark for which pyrolysis catalysts are assessed. Zeolite ZSM-5 is one of the main catalysts used for fast pyrolysis vapor upgrading as it promotes deoxygenation, decarboxylation, and decarbonylation reactions, which reduce the oxygen content of the liquid products. The use of zeolite catalysts in pyrolysis has been extensively researched and developed; therefore only some recent research will be reviewed.
Zeolite catalysts have been used for the pyrolysis of biomass and related materials. A study of the pyrolysis of Miscanthus showed that HZSM-5 increased the monoaromatic yield the most and minimized coke production compared to other zeolite catalysts (Jin et al., 2015). This was attributed to higher acidity, higher shape selectivity, and smaller pore size than the other catalysts. All catalysts studied decreased the bio-oil yield and improved bio-oil quality in terms of proportion of light phenolics, monoaromatics, and polycyclic aromatic hydrocarbons. HY and Hβ catalysts showed increased surface coke formation and much higher yields of polycyclic aromatic hydrocarbons. López et al. (2011) also found that zeolite catalysts decreased liquid yield while increasing the proportion of gas, this has been shown by other studies (Hernández et al., 2007; Angyal et al., 2009; Miskolczi et al., 2004), which highlights the cracking ability of zeolite catalysts. López et al. (2011) also found that pyrolysis temperature had a great influence on pyrolysis product yields, with ZSM-5 catalytic pyrolysis studied at 400 and 500°C. Pyrolysis liquid yields were shown to decrease from 56.9 to 39.8 wt.% (400 and 500°C, respectively) and gas yields increased from 40.4 to 58.4 wt.% (400 and 500°C, respectively); this is another indication of the cracking capability of zeolite catalysts.
Although high aromatic selectivity was achieved using microporous zeolite catalysts, some studies have reported the problem of fast deactivation due to coke formation on the surface of the zeolite (Lu et al., 2010a–c; Aho et al., 2008; Qiang et al., 2009). Limiting the production of polycyclic aromatic hydrocarbons, which led to coke formation, can help to overcome this problem. This can be achieved by incorporating transition metals in the zeolite framework. Veses et al. (2015) evaluated the upgrading of pyrolysis vapors over different metal-loaded ZSM-5 zeolites; thus several cations have been tested (Mg, Ni, Cu, Ga, and Sn). For all metal loadings a decrease in undesired compounds such as phenols, furans, acids, and carbonyls was observed, whereas the hydrocarbon fraction increased (apart from Mg). Metal-loaded ZSM-5 zeolites show a higher percentage yield of aromatic compounds in comparison to those obtained from HZSM-5. Previous research has shown that Ni-ZSM-5 (French and Czernik, 2010; Valle et al., 2010) and Ga-ZSM-5 (French and Czernik, 2010; Li et al., 2015; Cheng et al., 2012; Du et al., 2013) catalysts produce higher yields of aromatics. Gallium-containing zeolites have been shown to increase yields of olefins and monoaromatics, from catalytic copyrolysis of biomass and plastics, with the formation of polycyclic aromatic hydrocarbons being inhibited (Li et al., 2015). Ga-ZSM-5 shows significant conversion of phenols into aromatics via decarbonylation and oligomerization reactions evidenced by high carbon monoxide and carbon dioxide yields (Cheng et al., 2012).
These catalytic routes are associated with increased coke formation which can lead to catalyst deactivation. The preparation of Ga-containing ZSM-5 zeolite has been shown to decrease the pore size as compared to ZSM-5 (Choudhary et al., 2002) due to Ga oxides forming and depositing in channels or pore entrance (Choudhary et al., 2002; Al-Yassir et al., 2012). A decrease in pore size can explain the inhibition of polycyclic aromatic hydrocarbons (eg, naphthalenes) due to their larger molecular size than monoaromatics (Jae et al., 2011). Shape-selective catalysis can continue monoaromatic hydrocarbon (eg, benzene, toluene, and xylene) production, while inhibiting the relatively larger polycyclic aromatic hydrocarbons.
As mentioned previously zeolite catalysts have been used for the pyrolysis of plastics. A study by Ojha and Vinu converting polystyrene via catalytic fast pyrolysis using eight different zeolites (ZSM-5, zeolite-β, and zeolite-Y families) identified that valuable chemicals, such as benzene, can be produced (Ojha and Vinu, 2015). Benzene yields depended on important zeolite properties such Si:Al ratio, pore volume, Brönsted acidity, and specific surface area. Increased catalytic fast pyrolysis temperatures were shown to decrease yields of benzene. Plastic wastes such as high-density polyethylene and polypropylene have been catalytically pyrolyzed over zeolite catalysts to increase aromatic yields (López et al., 2011; Aguado et al., 2007; Lee et al., 2015; Lee, 2008; Marcilla et al., 2007; García et al., 2005). Muhammad et al. (2015a,b) identified that Si:Al characteristics of the zeolite catalyst influenced the pyrolysis product yields with lower Si:Al ratio producing higher aromatic yields, particularly benzene and toluene. Mixtures of plastics have shown to produce higher aromatic oil content and higher C2–C4 gas yields than from the individual plastic types. Zeolite catalysts have been shown to reduce the yield of oils for both biomass and plastic sources, with an increase in gas yield due to cracking of volatiles. However the resulting liquid product has increased lower-weight hydrocarbons (C5–C15) with a dramatic increase in monoaromatic hydrocarbons.
14.4.3. Mesoporous catalysts
Porous materials have been studied with regards to technical applications as catalysts and catalyst supports. Porous materials are divided into three classes: microporous (pore size <2 nm), mesoporous (2–50 nm), and macroporous (>50 nm) materials. Zeolites have attracted strong attention in pyrolysis vapor upgrading technologies, as described above, but zeolites only with micropores impose severe mass transfer limitations which result in poor catalytic performance of high-molecular-weight substrate catalytic reactions. To improve diffusion of reactants the pore size can be increased (Davis et al., 1988) or the use of mesoporous catalysts can be used. Mesoporous catalysts have relatively large pores which allow for mass transfer of larger compounds and have a high surface area (high concentration of active sites per mass of catalyst).
The first mesoporous materials were obtained by scientists in the Mobil Oil Corporation and given the abbreviation MCM. MCM consists of highly ordered hexagonal array of uniform-sized pores with a very narrow pore size distribution (Kresge et al., 1992). Mesoporous materials vary from each other depending on the pore arrangement which can either be the more common hexagonal honeycomb arrangement (such as MCM-41) or a lamellar and cubic form (such as MCM-48 and MCM-50). MCM-41 has been used intensively in mesoporous catalytic pyrolysis. Wang et al. (2010) have shown that oxygenated compounds decrease and hydrocarbon and phenolic compounds increase in bio-oil produced from catalytic pyrolysis of corncob in the presence of MCM-41. However, few studies have focused on the effect of MCM-41 due to its mild catalytic activity. Mesoporous catalysts have poor thermal stability and weak acidity which hinder their catalytic application for pyrolysis vapor upgrading (Davis, 1994, 2002). There are important steps to modify mesoporous materials to provide activation for a new catalytic function. Silicon atoms can be substituted with metal ions in the mesoporous framework to provide either acid or redox sites (Taguchi and Schüth, 2005), similar to zeolites as mentioned above. Specific to catalytic pyrolysis, aluminum is of interest as when substituted into the mesoporous framework Brönsted and ion exchange sites are formed, Al-MCM-41 (Iliopoulou et al., 2007; Antonakou et al., 2006a,b; Ates et al., 2014). The presence of Al-MCM-41 in the pyrolytic conversion of beech wood and miscanthus was found to decrease oxygenated compounds in the bio-oil, while increasing phenol and hydrocarbon yields (Ates et al., 2014). This study showed that overall liquid yields were decreased, gas yields stayed stable but coke production was much higher with the presence of Al-MCM-41.
Mass transfer can be further improved by increasing pore size to create larger pore mesoporous systems such as SBA-15. SBA-15 has large pore sizes with a distribution between 6 and 15 nm and thick walls of 3–7 nm thickness. It has been identified that thermal and hydrothermal stability strongly depends on wall thickness of the mesopores. Therefore SBA-15 has an improved thermal and hydrothermal stability compared to the thinner-walled MCM-41 (Taguchi and Schüth, 2005; Dragoi et al., 2008). Similar to MCM-41, the catalytic activity has been shown to increase by the substitution of aluminum into the mesoporous framework (Al-SBA-15) (Qiang et al., 2009; Adam et al., 2006). Adam et al. (2006) found that aluminum incorporated into SBA-15 framework resulted in very high content of desirable products (hydrocarbons) in the bio-oil; however, undesirable product yields were also increased (polyaromatic hydrocarbons). Palladium-supported SBA-15 catalysts were applied for the catalytic upgrading of biomass fast pyrolysis vapors (Lu et al., 2010a–c) and it was found to completely eliminate anhydrosugars and dramatically decrease furan (decarbonylated to form light compounds) content. Linear ketones, methanol, monomeric phenols, and hydrocarbons were all increased.
14.4.4. Fluid catalytic cracking catalysts
Fluid catalytic cracking (FCC) is the most important conversion process used in the petroleum industry, used to convert high-boiling high-molecular-weight hydrocarbon fractions to more valuable gasoline fuel grades (Beavon, 1959; Corma and Wojciechowski, 1985). The petroleum industry originally cracked petroleum hydrocarbons by thermal cracking which has now been replaced by catalytic cracking. Catalytic cracking has increased yields of petrol fuel products and also produced a gaseous byproduct with higher olefin content. The basic fluid catalytic cracking unit consists of two main sections: the reactor and the regenerator. In the reactor hot catalyst particles are contacted with a hydrocarbon feed producing cracked products and spent coked catalyst. The coked catalyst is separated from the cracked products and then regenerated by burning the coke in a regenerator (650–750°C at around 2 atm.). The hot catalyst is then recycled to the reactor for additional cracking.
Modern FCC catalysts are fine powders with a particle distribution between 10 and 150 μm and a bulk density of 0.80–0.96 g/cm3 (Yang, 2003). The catalyst characteristics (chemical and physical) have a dramatic effect on FFC unit operation. Desired FCC catalyst properties have been defined as:
1. High activity;
2. Good stability at high temperatures;
4. Robust to attrition;
5. Low coke production.
FCC catalysts usually consist of four components: a crystalline zeolite, an inert matrix, a binder, and a filler (Sadeghbeigi, 2012; Magee and Mitchell, 1993). The zeolite is the major active component (as described above) and can amount for 15–50 wt.% of the overall catalyst. The matrix component consists of a mixture of activated alumina (described above) which also provides catalytic activity sites. The larger pores allow larger molecules to be cracked than zeolites; therefore higher boiling point higher-molecular-weight molecules can be cracked. The binder is normally a silicate and the filler usually a clay such as kaolin. The binder and filler provide physical strength and the catalyst thermal integrity. The synthesis of an FCC catalyst has to be precise to ensure that reactant and product molecules (eg, hydrocarbons) are able to access or exit the active phases of the catalyst matrix (Harding et al., 2001). If the access or exit is restricted, coke formation can occur, which is a major problem due to catalyst deactivation (coke physically blokes pore entrances) (Cerqueira et al., 2008). In an FCC unit the catalysts are continuously circulated between the reactor and the regenerator, this allows for catalyst reactivation (coke is oxidized) (de Rezende Pinho et al., 2015).
Zhang et al. (2009) found that FFC catalysts were effective in the fast pyrolysis of corncob, providing a higher-quality bio-oil but with a decreased liquid yield. The hydrocarbon content was shown to be higher with increased catalyst percentages and this contributed to decreased oxygen content of the bio-oil. Similar results were found by Ioannidou et al. (2009) and Antonakou et al. (2006a,b), who showed the FCC catalyst improved bio-oil quality (increased phenol and hydrocarbon content) and stability compared to noncatalytic pyrolysis. Selectivity of high-molecular-weight compounds was much lower for FCC catalyst compared to ZSM-5 (Zhang et al., 2013) indicating that FCC catalysts have lower deoxygenating characteristics. FCC catalysts were shown to have highest selectivity to benzene (Zhang et al., 2013). Faujasite catalyst (a component of some FCC catalysts) has been shown to increase phenolic and hydrocarbon compounds from pyrolysis (Nguyen et al., 2013). It has been used as a component of FCC catalysts because of its low price, availability, thermal integrity, and cracking ability. Oxygen has been removed from pyrolysis vapors in the form of CO, CO2, and water resulting in low-oxygen-content liquid and increased energy content, regeneration of faujasite resulted in no changes to the crystalline structure and catalytic performance (Nguyen et al., 2013). Zhang et al. (2009) compared fresh FCC catalyst to spent FCC catalyst and found that fresh catalyst produced the higher deoxygenation of the liquid product, due to a higher catalytic activity, while the spent FFC catalyst resulted in a greater liquid yield. Different catalyst percentages (5, 10, 20, and 30% by volume) were also studied and found to have a dramatic effect on product distribution. Stefanidis et al. (2011) studied the effect various catalysts had on the pyrolysis of beech wood and it was identified that FCC catalyst had the worst deoxygenation of the liquid product due to excessive coking on the catalyst surface. Catalytic pyrolysis of biomass over FCC catalysts is not a realistic approach due to extensive coking (Samolada et al., 2000), which cannot be improved by specific process conditions or catalyst selection, apart from in industrial applications were the catalyst would be regenerated.
14.4.5. Transition metal catalysts
An important use of transition metals is as catalysts for a variety of industrial processes, such as polymer and petroleum industries. Transition metal catalysts can be divided into two groups: homogeneous (dissolved in the reaction mixture) and heterogeneous (a solid-phase catalyst which is separate and insoluble from the reaction mixture). Catalytic dehydrogenation of light alkanes to obtain alkenes for polymerization and other organic synthesis has been thoroughly investigated (Carrà and Forni, 1972; Cimino et al., 1989). Chromium oxide supported catalyst has been used for many decades in industry for alkane dehydrogenation (Marcilly and Delmon, 1972; Frey and Huppke, 1933), by transforming saturated hydrocarbons (alkanes) to unsaturated organic compounds (olefins). Heterogeneous chromium containing catalysts have shown importance in hydrogenation, dehydrogenation, and polymerization reactions (Cimino et al., 1989; Udomsak and Anthony, 1996; Derossi et al., 1994; De Rossi et al., 1993). Iron- and nickel-based catalysts have been shown to crack large molecules into smaller fractions resulting in their use in gasification for hydrogen production (Azhar Uddin et al., 2008; Di Felice et al., 2011). Zhang et al. (2015) catalytically pyrolyzed rice husk with Ni and Fe catalysts to maximize gas yield and high-quality syngas production. Ni and Fe catalysts were used to crack the heavy compounds produced from pyrolysis (oxygenated organics) to obtain lighter gases. In addition, zinc oxide has been used for production of hydrogen via catalytic stream reforming of biomass-derived oxygenates (Wang et al., 1996). Nokkosmaki et al. (2000) studied the conversion of pyrolysis vapors of pine sawdust with zinc oxide catalysts. It was found that zinc oxide acted as a mild catalyst only decomposing a small fraction of water-soluble anhydrosugars and polysaccharides which led to an increase in oil stability (due to a reduction in oxygen containing compounds). Wang et al. (2008) have found that biomass pyrolyzed with CoMo and NiMo, supported on alumina, produced light aromatic hydrocarbons such as benzene, toluene, xylene, and naphthalene. The use of CoMo produced the greatest yield of light aromatics compared to NiMo, but NiMo produced the highest yield of methane (Wang et al., 2008). The increase in methane is expected as CoMo has a milder hydrogenation activity compared to NiMo. The study also showed that higher pyrolysis temperatures lead to a decrease in light aromatic yields (increase in methane yield). CoMo and NiMo have been used as hydroprocessing catalysts, via hydrodeoxygenation (HDO), for the conversion of different bio-oils (Elliott, 2007; French et al., 2011) to improve stability and compatibility with conventional fuels. Renewable fuels and chemicals have been produced from the pyrolysis of triglyceride materials with the incorporation of transition metal catalysts (Maher and Bressler, 2007; Idem et al., 1997; Li et al., 2009; Ito et al., 2012). It was shown that transition metal catalysts greatly increased the yield of hydrocarbons via decarboxylation of saturated fatty acid chains.
14.4.6. Carbonate-derived catalysts
The final group of catalysts used in pyrolysis for improved oil generation or production of higher-value chemicals are the carbonates. Carbonate-derived catalysts are readily available and cheap, this allows for the catalysts to be disposed of when their activity has decreased, avoiding the cost of catalyst regeneration. He et al. (2010) studied the production of syngas from pyrolysis of municipal solid waste in the presence of calcined dolomite. The study showed that dolomite had a great impact on product yields by increasing gas yields and decreasing oil and char yields compared to noncatalytic process. These results have been shown to be representative of other studies (Conesa and Domene, 2015; Waheed et al., 2015). As dolomite has been shown to enhance the yield and quality of product gas and decrease tar yield by cracking and reforming the high-molecular-weight organics, it has been extensively used and investigated in gasification processes (Conesa and Domene, 2015; Chaudhari et al., 2003; Hu et al., 2006; Sutton et al., 2001). Sodium carbonate supported on alumina was shown to have excellent deoxygenation activity (Nguyen et al., 2013). Bio-oil produced via catalytic pyrolysis of wood chips using sodium carbonate as a catalyst had a much lower oxygen content (12.30 wt.%) compared to noncatalytic oil (42.10 wt.%). A negative effect of sodium carbonate was highlighted by Nguyen et al. (2013a,b) as decarboxylation of the pyrolysis vapors led to the formation of carbonyls which correlates to lower bio-oil stability. Catalytic pyrolysis of vegetable oils using sodium carbonate as a catalyst has produced varying results. Konwer et al. (1989) have shown that high yields of aromatics can be achieved by using sodium carbonate as a catalyst for seed oil pyrolysis. Seed oil was pyrolyzed at 500°C in the presence of 1% sodium carbonate and produced a liquid fraction similar to crude oil containing a high amount of aromatic hydrocarbons. Contrary to previous research (Konwer et al., 1989), Dandik and Aksoy (1998) pyrolyzed sunflower oil in the presence of sodium carbonate to produce a liquid product containing very low concentrations of aromatics. Catalytic pyrolysis of pine wood in the presence of potassium carbonate demonstrated a reduction in liquid yield with an increase in the yields of gas and char when compared to noncatalytic pyrolysis (Wang et al., 2010). This indicates a strong catalytic effect on the secondary reaction of the liquid product shown by increased gas release (H2, CO, CO2) and higher yields of alkanes and phenols.
14.4.7. Catalyst deactivation
Catalysts can lose their activity as the reaction proceeds due to many unwanted effects and this is known as catalyst deactivation. A number of reasons can result in catalyst deactivation and are described below.
1. Thermal deactivation by sintering results in the agglomeration of smaller particles to form larger crystals. Catalytic activity is lowered due to decreased dispersion of the crystal particles and this gives a lower catalytic surface area. Temperature can cause the porous catalyst support to collapse, reducing the number of active sites and accessibility. These deactivations are permanent and strongly dependent on temperature, constitution and porosity of support, process conditions, and catalyst material. This can be a result of improper operation of the process system.
2. Chemical deactivation can occur by poisoning and inhibition. Poisons reduce the rate of the catalytic reaction as they become adsorbed on the surface forming irreversible and strong interactions when compared with reactants and thus block the access to the surface. Inhibitors are molecules that compete for the same active site of the catalyst as the reactant. The main difference between inhibitors and poisons is that inhibitors bond weakly and reversibly to the surface. Feedstocks can be pretreated to reduce contamination of any poisons or inhibitors present, or specific feedstocks can be used with low inorganic content.
3. Mechanical deactivation is the physical destruction of the catalyst due to thermal shock, breakage, and catalyst support collapse. This is a result of improper operation of the process system.
4. Fouling, mainly coking, results from reactants/products or intermediates depositing on the catalyst surface or blocking active sites. There are no mechanical or chemical interactions with the catalyst. Coke formation is prominent in catalytic pyrolysis so has been extensively researched. The coked catalyst can be separated from the cracked products and then regenerated by burning the coke in a regenerator.
14.5. Catalytic pyrolysis: reactor setup
The reactor is the core and is generally the most researched part of the pyrolysis technology. Extensive literature is available for catalytic pyrolysis that has been carried out at both bench/laboratory scale (ie, bubbling and circulating fluidized beds, auger reactors, and conical spouted bed reactors) and analytical scale reactors (ie, analytical pyrolysis or py-GC/MS either tubular quartz micro reactor or packed bed reactor). Specific reactor designs are not discussed in this work. Catalytic fast pyrolysis can be split into two different operation modes defined by the location of the catalyst in the process: in situ and ex situ (Tan et al., 2013) (Fig. 14.2).
14.5.1. In situ and ex situ processing in catalytic fast pyrolysis
Catalytic pyrolysis using an in situ process mode occurs in a single reactor where feedstock and catalyst are mixed thoroughly to achieve high catalyst and primary pyrolysis vapor contact. Primary pyrolysis vapors almost instantly diffuse into the catalyst pores where they are catalytically cracked/reformed. Pure catalyst or a catalyst–sand mixture replaces the typical heat carrier of silica sand used in noncatalytic pyrolysis. When large-scale units are continuously operated, such as auger reactors or circulating fluidized bed reactors, the char accumulated in the reactors should be separated from the catalyst before any catalyst regeneration. This is an important process as it prevents the build-up of char-bound alkali metals (ash components) on the catalyst surface which can result in permanent deactivation of the catalyst or negative effects on the bio-oil yield and quality from further catalyst usage.
Catalytic pyrolysis using an ex situ process mode usually occurs in multiple reactors. Pyrolysis vapors are created in a primary (noncatalytic) reactor and are carried through into a secondary reactor where they are contacted with the catalyst. One main advantage of ex situ processing is that the temperatures of both reactors can be controlled independently, which gives more control over product distribution and selectivity. Also, a secondary input of gas (eg, steam, hydrogen, and methanol) can be injected into the ex situ reactor (Horne et al., 1995; Wang et al., 1997), which might improve catalytic processing. The additional vapor residence time has to be carefully controlled due to more process steps which may cause further secondary reactions and promote the production of undesired water and coke, leading to a decreased quality and quantity of liquid products. Secondary catalyst reactors can be a fixed/packed bed reactor in the form of catalyst pellets or a monolith tube, this will avoid catalyst damage via catalyst particle attrition that can occur in circulating fluidization reactors and result in limited catalyst life. Unlike in situ operation mode, the continuous catalyst regeneration can be conducted in the absence of char, therefore alleviating the problem of accumulation of alkali metals in the catalytic reactor. The addition of an extra process step (catalytic reactor) increases the capital and operating costs which can be considered as a negative of ex situ processing. Ex situ process mode has been suggested as the optimum reactor configuration for catalytic pyrolysis of waste plastics (Serrano et al., 2012): first-stage pyrolysis followed by a catalytic secondary reactor. The advantages have been shown to be greater temperature control of each reactor, catalyst is protected from particulates which can lead to catalyst deactivation, improved contact between pyrolysis vapors and catalyst, and ease of recycling used catalyst. These advantages have also been shown in studies performed by Bagri and Williams (2002) and Aguado et al. (2007).

14.5.2. Process parameters
For the optimal catalytic fast pyrolysis process resulting in sufficient aromatic hydrocarbon yields, careful optimization is required:
1. Reaction temperatures;
2. High heating rates;
3. Sufficient biomass residence time to achieve complete devolatilization;
4. High catalyst to feed ratio;
5. Optimal weight hourly space velocity;
6. Efficient separation of solids from the product stream;
7. A balanced vapor residence time;
8. Fast quenching of product vapors.
14.5.2.1. Temperature
Temperature strongly influences the yield distribution and the physical/chemical properties of the products such as carbon content, pH, viscosity, and oxygen content of the bio-oil. The addition of catalysts to the reaction system has been shown to lower the reaction temperature (Mertinkat et al., 1999) and as the thermal degradation reactions of biomass and waste material during pyrolysis are endothermic this can lead to reduced energy demand and operating costs. Reaction temperature is a critical parameter that affects vapor phase catalyzed reactions (Morris et al., 2011).
14.5.2.2. Residence time and heating rate
Feedstock residence time refers to the length of experiment/run for batch reactors. In flow-through or continuous reactors the feedstock residence time refers to the time that the feedstock particle spends in the hot reactor zone and subsequent hot pipework. Catalytic fast pyrolysis involves a number of chemical reactions occurring in the vapor phase. High heating rates (>500°C/s) are required to avoid coke formation through thermal decomposition reactions, and to produce bio-oil with a high aromatic hydrocarbon content. The feedstock particle size is directly related to the residence time and heating rate as it can affect the degree of devolatilization, therefore defining the reaction products and product distribution.
14.5.2.3. Catalyst to biomass ratio
High catalyst to biomass ratios are necessary to ensure all of the primary pyrolysis vapors are adsorbed on the catalyst surface. Otherwise the catalyst in the reaction zone can become deactivated before all the primary pyrolysis vapors are reformed by the catalyst, resulting in the produced bio-oil being a mixture of catalytic pyrolysis oil and noncatalytic pyrolysis oil. This can also be the case for short vapor residence times that prevent sufficient contact time for the reactions on the catalyst surface to take place. The catalyst to biomass ratio can be expressed as the weight hourly space velocity (WHSV, h−1), which is defined as the ratio of the mass flow rate of feed (g/h) to the mass of catalyst in the reactor (g). This is one of the most important parameters in catalytic fast pyrolysis. The WHSV has a direct effect on product yields (Carlson et al., 2009; Liu et al., 2009); typical values of WHSV are between 5 and 10 h−1.
14.5.2.4. Vapor residence time
Vapor residence time is defined as the average amount of time vapor (primary pyrolysis vapors) speni in the heated zone (including the reactor) before being rapidly cooled. Optimization of the vapor residence time is required to achieve a balance between the time necessary for the completion of catalytic reactions and the suppression of unwanted secondary vapor phase reactions. This can be achieved by careful control of the carrier gas flow rate. If not carefully controlled, primary pyrolysis vapors can undergo secondary reactions that may be catalyzed by biomass alkali metals (Nowakowski and Jones, 2008; Nowakowski et al., 2007; Nik-Azar et al., 1997; Mohan et al., 2006; Philpot, 1970; Czernik et al., 1994; Sekiguchi and Shafizadeh, 1984; Hodgson et al., 2010), taking place with the catalyst to form heterogeneous coke or take place as homogeneous reactions in the vapor phase (increased water, carbon monoxide, and carbon dioxide yields). Short vapor residence times (<2 s) are favored to reduce secondary reactions taking place, but a sufficient vapor residence time is required to ensure enough time for the primary pyrolysis vapors to be adsorbed on the catalyst surface.
14.6. Conclusion and future opportunities
This chapter sets out a review of catalytic pyrolysis focused on the production of a liquid product for the substitution of fossil fuel use in transportation and energy production. Catalytic pyrolysis can be viewed as an enhancement of thermal pyrolysis. The world currently consumes large quantities of fossil fuel hydrocarbons which are a limited resource. Biomass, waste, and plastic materials have the potential to provide a renewable source of hydrocarbons which could replace a significant percentage of the world's fossil fuels. Thermochemical conversion routes such as pyrolysis can utilize a wide range of feedstock for the production of a fossil fuel substitutes.
Bio-oil produced from pyrolysis has been used commercially as a boiler fuel but is less valuable as a transport fuel due to high oxygen content, low heating value, and instability. Catalytic pyrolysis has a significant effect on pyrolysis products by enhancing potential biofuel or higher-value chemical production. Catalytic pyrolysis is a sustainable technology using renewable biomass (eg, low-value crops and energy grasses), waste, and plastic materials to produce petroleum-like products. This allows for current chemical and petroleum economies to be used without drastic modification. In this chapter pyrolysis has been reviewed to introduce the thermal conversion technology followed by a thorough review of the science of catalytic pyrolysis including deoxygenation reactions, catalysts, and process methodology. Understanding the reaction mechanism, the products of pyrolysis and composition of bio-oil will aid progress in technological development. Clarification and understanding of the effects of both naturally occurring catalysts and synthetic catalysts is also critical for the future of the biofuels and biochemicals industry, along with the effect of impurities (eg, biomass ash) on catalyst activity. Catalytic deoxygenation has been studied under a variety of different reaction and catalytic conditions, using a range of catalysts. Zeolite doping with transition metals has been identified as a promising area for further study, along with the simultaneous use of multiple catalysts.
There are a number of companies that offer commercial concept pyrolysis technologies to prospective partners; one of these is BTG BioLiquids (BTG-BTL) (btg). BTG-BTL is part of BTG Biomass Technology Group which is active in the biomass energy sector and has spent the last 15 years developing and optimizing pyrolysis technology. BTG-BTL offers a fast pyrolysis process of biomass via a patented rotating cone reactor. The patented reactor design is significantly smaller than other fast pyrolysis reactors and requires minimum downstream equipment for product collection compared to other competing pyrolysis technologies. Construction of a pyrolysis plant using this technology was started in January 2014 in Hengelo, Netherlands. Start-up of the installation commenced in early 2015 and production is gradually being increased. The plant has been designed to process 5 t/h of various biomass feedstocks into pyrolysis oil for renewable power generation. BTG-BTL considers the success of this project as the first leap toward full-scale fast pyrolysis technology commercialization. Another company is GB Consulting (biomasa) which supplies low-temperature depolymerization technologies developed by the company Plasma Energy Ltd. (Plasmaenergy). Plasma Energy Ltd. has carried out more than 25 years of research and has successfully developed and supplied pyrolysis technologies (low-temperature catalytic depolymerization technology) for the conversion of waste plastics and tires for the production of petroleum-like products. The technology incorporates the use of two patented catalysts PECAT 1 and PECAT 2 to trigger the reactions necessary for long-chain polymers to be broken down to the shorter chains of synthetic gas and synthetic oil. It thus seems that pyrolysis and catalytic pyrolysis is truly an emerging technology.
Catalytic pyrolysis products are a direct replacement for fossil fuels used in transportation and energy production. Catalytic pyrolysis products can be indistinguishable from conventional petroleum products if the process conditions and catalyst selection are carefully controlled. Therefore implementation of catalytic pyrolysis products in the existing petroleum economies and infrastructure will not require any costly technological developments. Catalytic pyrolysis will not be a universal solution and can be greatly influenced by the local environment. For example, if the local area consists of large areas of nonarable land where sustainable energy crops (ie, miscanthus and switch grass) can be grown, pyrolysis can be viewed as an ideal conversion option for the production of petroleum-like products. Catalytic pyrolysis is highly scalable and at an advanced stage of development. It is possible to build plants on a large scale to process tons to thousands of tons of feedstock per day. The development and construction of pyrolysis plants is capital-intensive and profitability is highly dependent on fossil fuel prices or government subsidies. As fossil fuel reserves start to diminish, their cost will increase, and hence will improve the profitability of catalytic pyrolysis for the production of a liquid fuel substitute. To maximize petroleum-like products (aromatic hydrocarbons) from renewable biomass, waste, and plastic sources, further research and development are required including improved catalyst efficiency and lifetime. However, techniques and methods have already been established for successful commercial application.
Acknowledgments
Support through the EPSRC SUPERGEN Challenge project Development of fast pyrolysis based advanced biofuel technologies for biofuels No. EP/K036548/1 is particularly acknowledged.
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.