12
Biological and fermentative conversion of syngas
Abstract
Syngas fermentation provides a promising and unique route to produce biofuels from the syngas that can be produced from various resources via different technologies. In this chapter, biological conversion of syngas is introduced and reviewed in terms of fermentation mechanism, factors that influence the process including media composition, reactor type, and method of product recovery. In addition, a review of current pilot- and commercial-scale processes of syngas fermentations is included. Combination of biomass gasification and syngas fermentation has been commercially deployed to produce bioethanol in consideration of the advantages of biomass gasification which can use a wide range of raw feedstock and syngas fermentation related to its high product selectivity.
Keywords
Bacteria; Conversion; Fermentation; Syngas12.1. Introduction
As the first-generation biofuels require food resources, there are urgent needs for producing second-generation biofuels using nonfood lignocellulosic biomass, which could come from agricultural residues, organic wastes, and energy crops, etc. (Naik et al., 2010). The second-generation biofuels are normally produced from two conversion routes including biochemical and thermochemical methods.
In the thermochemical process, pyrolysis of biomass under high temperatures converts biomass into liquid bio-oil. However, the liquid bio-oil produced from biomass pyrolysis has very complex components, low pH, high acidity and viscosity, and high oxygen and water content, which make the crude bio-oil difficult to be directly utilized as a biofuel (Nga et al., 2014; Lehto et al., 2014; Yasir et al., 2014). There are normally two routes for deoxygenation of crude biomass pyrolysis oil: (1) decarboxylation (removing oxygen as CO2) and (2) hydro-deoxygenation (removing oxygen as H2O) (Kaewpengkrow et al., 2014; Keller et al., 2014).
In the biochemical route, cellulose and hemicellulose components of biomass are converted to a mixture of fermentable sugars in the presence of biocatalysts such as enzymes and microorganisms. Although the biochemical route has high selectivity to desired products and high conversion efficiency, the process can hardly break down the lignin component, which represents a large fraction of biomass (Foust et al., 2009; Garcia-Maraver et al., 2013; Fu et al., 2015). Currently, there are still great challenges in these two biofuel production routes, and more efforts need to be done to improve the economic feasibility of these technologies (Foust et al., 2009; Fatih Demirbas, 2009).
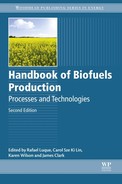
Therefore, different alternative approaches have been explored for producing biofuels from biomass using biochemical and thermochemical technologies. Among them, a combined process for producing biofuels using biological fermentation of syngas produced from biomass gasification has attracted extensive attention (Eason and Cremaschi, 2014; Methling et al., 2014; Datta and Corley, 2014; Xu et al., 2011; Griffin and Schultz, 2012; Datar et al., 2004). Syngas contains mainly H2 and CO, which are produced from gasification of biomass waste. Through biological fermentation of syngas, biofuels such as bioethanol can be obtained. A schematic diagram of the combined thermobiological technologies is shown in Fig. 12.1.
Although the Fischer-Tropsch (FT) process has been widely practiced for converting syngas to liquid fuels (de Smit and Weckhuysen, 2008; Liu et al., 2010; Al-Dossary et al., 2015), it is energy-intensive and requires elevated pressure and temperature and Fe- or Co-based catalyst. In addition, the FT process is sensitive to contaminants such as sulfur, and also a specific H2/CO ratio is normally required (Pansare and Allison, 2010; Bambal et al., 2014; Al-Dossary et al., 2015).

Figure 12.1 Process flow for biofuel production using renewable biomass (Abubackar et al., 2011).
In this chapter, we will focus on the discussions of biofuel production from biological fermentationof syngas. The biological route of syngas conversion (fermentation) uses biocatalyst to produce valuable alcohols and organic acids. In addition, the fermentation of syngas has advantages of high product selectivity, low reaction temperature (near ambient), high tolerance to sulfur and the catalyst used in this process is much cheaper compared with the ones used in the FT process; in addition, the process can adapt to flexible H2/CO ratios (Vega et al., 1990; Ahmed et al., 2006), although fermentation of syngas has challenges of gas–liquid mass transfer limitations, microbial catalysts, product recovery, and pollutants in syngas, etc.
12.2. Fundamentals of syngas fermentation
In the process of syngas fermentation, microorganisms produce various biofuels such as ethanol and butanol. The biological process usually happens through the Wood–Ljungdahl pathway, which is also called the acetyl-CoA pathway (Henstra et al., 2007; Ragsdale and Pierce, 2008; Diekert and Wohlfarth, 1994). The Wood–Ljungdahl pathway controls the reaction of CO and H2 to produce acetyl-CoA and products such as acetate. Methyl branch and carbonyl branch are involved in the Wood–Ljungdahl pathway (Diekert and Wohlfarth, 1994; Ragsdale and Pierce, 2008), which is summarized in Fig. 12.2.
Several steps involving enzyme-dependent reactions happen in the fermentation process. In methyl branch, the carbon source is first reduced to formate through formate dehydrogenase reaction (Reaction [i]) (Ljungdhal, 1986); tetrahydrofolate (H4folate) reacts with the produced formate to form HCO H4folate, through Reaction [ii]; the HCOH4folate is further catalyzed by enzyme cyclohydrolase to form CHH4folate± through Reaction [iii]; after reacting with NADPH, CHH4folate± is converted to CH2H4folate (Reaction [iv]) which is further reduced by enzyme [methylene–H4folate reductase] to form CH3H4folate (Reaction [v]) (Abubackar et al., 2011; Ljungdhal, 1986; Mohammadi et al., 2011).
H4folate, through Reaction [ii]; the HCOH4folate is further catalyzed by enzyme cyclohydrolase to form CHH4folate± through Reaction [iii]; after reacting with NADPH, CHH4folate± is converted to CH2H4folate (Reaction [iv]) which is further reduced by enzyme [methylene–H4folate reductase] to form CH3H4folate (Reaction [v]) (Abubackar et al., 2011; Ljungdhal, 1986; Mohammadi et al., 2011).

Figure 12.2 Pathways for syngas fermentation. NADPH, reduced rubredoxin; Fdred, reduced ferredoxin; Fdox, oxidized ferredoxin; THF, tetrahydrofolate (Henstra et al., 2007; Ragsdale and Pierce, 2008; Diekert and Wohlfarth, 1994).
![]() [i]
[i]

![]() [ii]
[ii]
![]() [iii]
[iii]
![]() [iv]
[iv]
![]() [v]
[v]
The corrinoid protein [Co+3E] must be reduced to accept a methyl group from the CH3H4folate (Reaction [vi]). Methylation of the reduced corrinoid protein is then catalyzed by transmethylase to produce the Co-methyl group of the methylated corrinoid protein [CH3CoE] (Reaction [vii]) (Abubackar et al., 2011; Ljungdhal, 1986).
![]() [vi]
[vi]
![]() [vii]
[vii]
In the carbonyl branch of the Wood–Ljungdahl pathway, the carboxyl group is derived from CO, which is produced from CO2 with carbon monoxide dehydrogenase (Diekert and Wohlfarth, 1994). The formed carboxyl group is then reacted with the methyl group to produce acetyl-CoA, which then undergoes some reactions to produce biofuels (Hu et al., 1982; Roberts et al., 1992; Vega et al., 1989); for example, in the fermentation phase, reducing potential (NADPH) reacts with acetyl-CoA to form acetaldehyde (CH3CHO) in the presence of acetaldehyde dehydrogenase, then ethanol is produced by converting the generated acetaldehyde in the presence of alcohol dehydrogenase enzyme. It is noted that acetyl-CoA conversion to ethanol is carried out in a nongrowth phase, while conversion of acetyl-CoA to acetate and ATP is performed in a growth phase (Mohammadi et al., 2011).
12.3. Bacteria for syngas conversion
Acetogenic bacteria are known to be able to chemolithotrophically utilize C1 compounds including CO and CO2 to produce liquid fuels such as methanol, butanol (Balch et al., 1977; Sharak Genthner and Bryant, 1987; Abrini et al., 1994; Tanner et al., 1993). Acetogens such as Clostridium ljungdahlii and C. carboxidivorans can be isolated from soil, sediments, and intestinal tracts of animals (Daniell et al., 2012). Table 12.1 summarizes the acetogenic bacteria used for biofuel production from biological processing of CO or syngas.
The selectivity and yield of biofuel are not only related to the type of bacteria, but also depend on the process conditions such as temperature, pH value, syngas composition, etc.
12.4. Effects of process parameters
12.4.1. Influence of media composition
In the process of syngas fermentation, bacteria need mineral nutrients such as NaCl, KH2PO4, CaCl2, yeast extract, and reducing agents to sustain a high metabolic activity for biofuel production. The media composition depends on the selected microorganisms and the targeted end products. American Type Culture Collection (ATCC) medium 1754 (PETC medium), Acetobacterium medium (ATCC medium 1019), and Thermoanaerobacter ethanolicus medium (ATCC medium 1190) are frequently used growth media (Munasinghe and Khanal, 2010).
12.4.1.1. Nutrients
As shown in Fig. 12.1, ethanol production increases the ATP consumption, which inhibits the bacterial growth. Thus, nongrowth conditions for bacteria during syngas fermentation are implemented for promoting the production of ethanol (Sakai et al., 2004; Cotter et al., 2009a). Datar et al. (2004) investigated a fermentation process using an autotrophic bacterium by switching gas source from an artificial syngas to an actual syngas. The authors reported that a non-growing state was obtained and ethanol production was increased. It was suggested that the presence of nitric oxide and acetylene in the real syngas may inhibit hydrogenase enzymes, resulting in the cessation of hydrogen utilization and thus more carbon from CO was converted to ethanol instead of being used for cell growth. Phillips et al. (1993) successfully increased the concentration of ethanol from 1.5 to 23 g/L, by reducing B vitamin concentration and yeast extract in media during a fermentation process using C. ljungdahlii. The increase in ethanol production during the fermentation process was also obtained by replacing yeast extract with cellobiose, rhamnose, and starch (Klasson et al., 1991a). Cotter et al. (2009a) increased the concentration of ethanol from 5.1 to 9.4 mM by formulating a nongrowth media using C. autoethanogenum with a nitrogen-limited source. A lower level of yeast extract in the media also improved the ethanol production during batch fermentation of C. lijungdahlii (Gaddy and Clausen, 1992). However, significant loss in cell viability and metabolic activity could happen at a certain level of nutrient limitations, and resulted in little production of ethanol (Mohammadi et al., 2011; Cotter et al., 2009a).
Table 12.1
Frequently used bacteria for biofuel production (Abubackar et al., 2011; Mohammadi et al., 2011; Liew et al., 2013; Munasinghe and Khanal, 2010)
| Species | Origin | Main products | Optimum temperature (°C) | Optimum pH | References |
| Alkalibaculum bacchi | Livestock-impacted soil | Acetate, ethanol | 37 | 8.0–8.5 | Allen et al. (2010); Liu et al. (2012) |
| Acetobacterium woodii | Black sediment | Acetate | 30 | 6.8 | Balch et al. (1977) |
| Butyribacterium methylotrophicum | Anaerobic digest sludge | Acetate, ethanol | 37 | 6.0 | Lynd et al. (1982); Zeikus et al. (1980) |
| Clostridium ljungdahlii | Chicken yard waste | Acetate | 37 | 6.0 | Tanner et al. (1993) |
| Clostridium autoethanogenum | Rabbit feces | Ethanol | 37 | 5.8–6.0 | Abrini et al. (1994) |
| Clostridium aceticum | Not/Available | Acetate | 30 | 8.5 | Sim et al. (2007) |
| Clostridium ragsdalei P11 | Duck pond sediment | Ethanol | 37 | 6.3 | Huhnke et al. (2010) |
| C. ljungdahlii | Chicken waste | Ethanol | 36 | 4.5 | Phillips et al. (1993) |
| Clostridium carboxidivorans | Agricultural lagoon | Ethanol | 37–40 | 5.0–7.0 | Liou et al. (2005); Rajagopalan et al. (2002) |
| Table Continued | |||||

| Species | Origin | Main products | Optimum temperature (°C) | Optimum pH | References |
| C. carboxidivorans P7 | Agricultural lagoon | Acetate, ethanol, butyrate | 38 | 6.2 | Liou et al. (2005) |
| Clostridium drakei | Sediment | Ethanol | 30–37 | 5.5–7.5 | Liou et al. (2005) |
| Eubacterium limosum | Sheep fed | Acetate | 38–39 | 7.0–7.2 | Sharak Genthner and Bryant (1987) |
| Eubacterium limosum KIST612 | Anaerobic digester fluid | Acetate, butyrate | 37 | 7.0 | Chang et al. (1997) |
| Eubacterium limosum | Sheep fed | Acetate | 38–39 | 7.0–7.2 | Genthner and Bryant (1982) |
| Moorella sp. HUC22-1 | Mud from underground hot water | Ethanol | 55 | 6.3 | Sakai et al. (2004) |
| Mesophilic bacterium P7 | Agricultural lagoon | Ethanol | 37 | 5.7–5.8 | Rajagopalan et al. (2002) |
| Oxobacter pfennigii | Steer fed | Acetate, butyrate | 36–38 | 7.2 | Krumholz and Bryant (1985) |

12.4.1.2. Reducing agent
The addition of a reducing agent such as cysteine-HCl lowers the redox potential for cell growth by scavenging oxygen (Vega et al., 1989; Peguin et al., 1994). The presence of a reducing agent alters the electron flow and directs the production of liquid fuels (Klasson et al., 1991). However, excess addition of reducing agent reduces the cell concentration (Sim and Kamaruddin, 2008). Abubackar et al. (2012). investigated the effect of reducing agent (cysteine-HCl) at different pressures for ethanol production from CO. They reported that at low pressure (0.8 bar), there was little effect of the reducing agent. However, the increase of cysteine-HCl showed a positive influence on ethanol production as ascribed to the utilization of additional carbon for the microorganisms at higher pressure (1.6 bar). An increased ethanol production was also observed by adding other reducing agent, such as Na2S, ascorbic acid, etc. (Rao et al., 1987). Three reducing agents (benzyl viologen, methyl viologen, and neutral red) were investigated using C. ragsdalei for syngas fermentation (Panneerselvam et al., 2010). It was found that the addition of methyl viologen (0.1 mM) was more effective for enhancing ethanol production compared with the other two reducing agents. Further increasing the concentration of methyl viologen to 0.3 mM delayed ethanol production. Addition of reducing agents (sodium thioglycolate, ascorbic acid, methyl viologen, and benzyl viologen) with concentrations of 30, 50 and 100 ppm has been studied for ethanol production. The authors found that 30 and 50 ppm of reducing agents successfully promoted the production of ethanol, while 100 ppm of reducing agents resulted in a very limited increase of the ethanol to acetate ratio (Klasson et al., 1991).
12.4.2. Influence of pH value
pH is one of the most important factors for controlling substrate metabolism, thus affecting the product selectivity and yield (Devi et al., 2010). The optimal pH value is related to the type of microorganism. Table 12.1 has shown some examples of optimum pH conditions for different bacteria. A lower pH of medium reduces the cell growth due to the reduced availability of carbon and electron sources. In most of the cases, reducing medium pH promotes the production of ethanol. For example, low pH (4.0–4.5) had been used to favor the production of ethanol from fermentation of syngas (Phillips et al., 1993). High selectivity of ethanol was also reported by Grethlein et al. (1990), with a decrease of pH from 6.8 to 6.0 during the fermentation process. However, the authors suggested that the low pH value induced a desirable product, but also inhibited the cell production and thus reduced the overall productivity. Kundiyana et al. (2011) investigated the effect of pH on ethanol production from syngas fermentation using C. ragsdalei. They reported that ethanol was a preferred product at pH below 5.0 and they have successfully increased lag time for ethanol production using morpholinoethanesulfonic acid as a media buffer.
However, Cotter et al. (2009b) reported a different influence of medium pH value on syngas fermentation. They found that C. lijungdahlii generated 110% greater ethanol production at pH 6.8 compared to pH 5.5 and the selectivity to ethanol was lower compared to acetate at the lower pH value. These results suggested that ethanol production is a cell growth-associated product, which is opposed to a nongrowth-associated metabolite for ethanol production from syngas fermentation (Eriksson et al., 2002; Barik et al., 1988). A maximum ethanol production was obtained at pH value of 6, when a range of pH from 5 to 8 was investigated for syngas fermentation (Singla et al., 2014). Thus an optimum pH value was required for using different microorganisms (Rajagopalan et al., 2002; Abrini et al., 1994; Shen et al., 1999).
12.4.3. Influence of temperature
A temperature between 30°C and 40°C is normally used for syngas fermentation using mesophilic microorganisms (Kundiyana et al., 2011; Singla et al., 2014; Liu et al., 2015; Liu, 2013). Higher temperature (up to 80°C) can be used for thermophilic organisms (Slepova et al., 2006; Parshina et al., 2005; Daniel et al., 1990). The influence of temperature on fermentation of syngas includes microbial growth, substrate utilization, and solubility of syngas. Kundiyana et al. (2011) investigated the influence of temperature for syngas formation for ethanol production. They found that a temperature higher than 40°C was outside the optimal range of cell growth and metabolism of bacteria (C. ragsdalei).
12.4.4. Influence of trace metals
As shown in Fig. 12.1, enzymes play an important role in the CoA/Wood–Ljungdahl pathway for producing biofuels. Trace metals can significantly influence the activity of the metalloenzymes, in turn improving cell growth and biofuel production (Saxena and Tanner, 2011; Lewis et al., 2007; Huhnke et al., 2010; Adams et al., 2009). Trace metals including Fe2+, Co2+, Zn2+, Cu2+, Ni2+,  , and
, and  were reported in a patented fermentation process (Lewis et al., 2007). Trace metals such as iron, cobalt, and nickel are also commonly used in other fermentation processes (Takashima et al., 2011; Qiang et al., 2013). Saxena and Tanner (2011) have investigated the presence of Co2+, Cu2+, Fe2+, Mn2+, Mo2+, Ni2+, Zn2+,
were reported in a patented fermentation process (Lewis et al., 2007). Trace metals such as iron, cobalt, and nickel are also commonly used in other fermentation processes (Takashima et al., 2011; Qiang et al., 2013). Saxena and Tanner (2011) have investigated the presence of Co2+, Cu2+, Fe2+, Mn2+, Mo2+, Ni2+, Zn2+,  , and on ethanol production from syngas fermentation using C. ragsdalei. Nickel was reported to be necessary for microorganism growth—there was no cell growth in the absence of Ni2+. The increase in the individual concentration of Fe2+, Ni2+, Zn2+, , and resulted in an increased ethanol production. The addition of individual Co2+, Mn2+, and Mo2+ resulted in a slight improvement of ethanol production. However, Cu2+ showed a negative effect on the production of ethanol.
, and on ethanol production from syngas fermentation using C. ragsdalei. Nickel was reported to be necessary for microorganism growth—there was no cell growth in the absence of Ni2+. The increase in the individual concentration of Fe2+, Ni2+, Zn2+, , and resulted in an increased ethanol production. The addition of individual Co2+, Mn2+, and Mo2+ resulted in a slight improvement of ethanol production. However, Cu2+ showed a negative effect on the production of ethanol.
12.4.5. Influence of syngas composition
The process of syngas fermentation can be largely affected by syngas composition in terms of H2/CO ratio and impurities. It is reported that a high H2/CO ratio enhanced the CO conversion to hydrocarbon products, as H2 was responsible for the generation of reducing equivalents instead of CO (Liew et al., 2013); however, CO is also an inhibitor of hydrogenase affecting H2 utilization during the fermentation process (Heiskanen et al., 2007). Orgill (2014) investigated the effect of CO and H2 on syngas fermentation; he reported that cell anabolism was dependent on CO, and H2 was not necessary. This conclusion was also supported by Hoeger (2013) during the study of electron mediators in bioelectrical reactors. They suggested the difference between the influences of CO and H2 was due to the type of electron carrier associated with hydrogenase and CO dehydrogenase enzyme. In addition, the increase of H2 partial pressure resulted in the increase in both CO and H2 consumption per cell. H2 consumption was reduced in the fermentation process when the availability of CO was increased, which was ascribed to the fact that CO is known as an inhibitor of hydrogenase (Orgill, 2014; Hurst, 2005). Liu et al. (2012) studied two types of commercial syngas produced from biomass and coal gasification using three alkaliphilic microorganisms. It is reported that the syngas produced from coal gasification showed higher rates of cell growth and ethanol production compared with the syngas from biomass gasification. This was suggested to be due to the high concentration of CO present in the coal syngas.
Syngas produced from biomass gasification contains many impurities such as tar, ethane, ethylene, H2S, NH3, and NO. These impurities have shown clear negative effects including cell dormancy, shutdown of H2 consumption, and product redistribution to biofuel production from fermentation of syngas (Griffin and Schultz, 2012; Datar et al., 2004; Abubackar et al., 2011; Ahmed et al., 2006). Ahmed et al. (2006) investigated the effect of syngas constituent on the fermentation process using C. carboxidivorans. The authors found that tar promoted cell dormancy and product redistribution. By adding 0.025 μm filter to clean the syngas, the prohibition of cell growth seemed to be fully prevented. Therefore, clean-up of syngas from biomass gasification has been suggested as a critical issue for syngas biological application.
Ahmed and Lewis (2007) investigated syngas fermentation in the presence of NO, which is known to be an inhibitor of hydrogenase enzyme (Krasna and Rittenberg, 1954; Maness and Weaver, 2001). The authors reported that NO affected cell growth and estimated that an NO concentration of less than 40 ppm in syngas could be tolerated by cells without compromising cell growth and product distribution. A concentration of 150 ppm of NO has been reported to inhibit hydrogenase enzymes which were involved for H2 consumption (Ahmed et al., 2006). In addition, the presence of 10 vol % C2H2 has been reported to inhibit 50% of CO-linked hydrogenase enzymes using Rhodospirillum rubrum (Maness and Weaver, 2001). NH3 presented in a real biomass syngas rapidly converted into NH4 +, which inhibited hydrogenase and cell growth (Xu and Lewis, 2012). However, the presence of H2S in syngas is not an issue for biofuel production from the fermentation process. H2S (5.2 vol %) in the feedstock showed a positive effect on microorganisms (C. ljungdahlii) (Klasson et al., 1993) as microorganisms can utilize H2S as a sole energy or electron source (Do et al., 2007; Brune, 1995).
12.4.6. Influence of mass transfer
Gas-to-liquid mass transfer limitation is regarded as one of the main challenges for syngas fermentation for biofuel production (Worden et al., 1989; Klasson et al., 1993; Riggs and Heindel, 2006; Bredwell et al., 1999). The limitation of gas diffusion into the culture media causes low uptake of substrate by microorganisms, and results in low production of liquid fuels. It is reported that the improvement in mass transfer for syngas fermentation is dependent mainly on bioreactor design, process operating conditions, and properties of liquid phase (Bredwell et al., 1999).
12.4.6.1. Bioreactor design
Different designs of bioreactor were studied to improve mass transfer. By simply increasing the agitation speed of the impeller in a stirred tank reactor, smaller bubbles can be obtained, thus gas-to-liquid mass transfer efficiency can be increased. However, this method requires high energy for the process (Mohammadi et al., 2011). By using a dual impeller scheme, the mass transfer was increased by up to 27% compared with a single impeller scheme (Ungerman and Heindel, 2007). Orgill et al. (2013) compared mass transfer coefficients for different bioreactors. They reported that a hollow fiber membrane (HFM) provided the highest mass transfer efficiency followed by a trickle-bed reactor (TBR) and then a stirred tank reactor, and suggested that a more efficient reactor design for the fermentation process is possible. A trickle-bed reactor has also been reported to achieve higher CO conversion compared to a stirred tank reactor during biological conversion of syngas (Meyer et al., 1985). In addition, a hollow-fiber reactor has been reported to increase the mass transfer rate largely by generating microbubbles (Atchariyawut et al., 2008; Ebrahimi et al., 2005; Munasinghe and Khanal, 2012; Nerenberg and Rittmann, 2004). A moving bed biofilm reactor system has also been proposed to improve mass transfer efficiency for syngas fermentation (Hickey, 2009).
12.4.6.2. Additives
Additives such as surfactants, catalyst, and nanoparticles have been investigated to be added into the liquid to improve gas–liquid transfer efficiency through the reduction of surface and interfacial tensions (Zhu et al., 2008; Moraveji et al., 2013). Small particles are reported to transport additional gases to liquid bulk through an adsorption/desorption mechanism to increase mass transfer between gas and liquid (Hu et al., 2005; Azher et al., 2005; Littlejohns and Daugulis, 2007). Zhu et al. (2008) used mesoporous material (MCM-41) as an additive to enhance CO–water mass transfer. They reported that smaller particles (∼250 nm) showed a higher mass transfer efficiency compared with larger silica particles (1.4 and 7 μm) and also the presence of surface hydroxyl groups on MCM41 enhanced the mass transfer. MCM-41 nanoparticles with mercaptopropyl functional groups have also been reported to increase CO–water mass transfer (Zhu et al., 2010). In addition, when 0.1 vol % surfactant was added to the process of syngas conversion, more than threefold improvement of mass transfer efficiency was obtained (Grady and Chen, 1998a).
12.5. Reactors for fermentative conversion of syngas
Mass transfer of gas-to-liquid in a bioreactor is typically the rate-limiting step and has been identified as a major challenge in a syngas fermentation (Klasson et al., 1993b; Bredwell et al., 1999). Reactor design is critical for effective syngas fermentation since the configuration of a bioreactor influences the gas–liquid interfacial area and gas–liquid mass transfer rate. Principally, a bioreactor should be designed and operated in such a way that high cell concentration and enhanced gas–liquid mass transfer rate would be achieved simultaneously (Klasson et al., 1991a). Different bioreactors have been developed and investigated in syngas fermentations.
12.5.1. Continuous stirred-tank reactor
The continuous stirred-tank reactor (CSTR) has been commonly used in syngas fermentations. In a CSTR, syngas is continuously injected into the reactor through a gas diffuser, while large gas bubbles dispersed in the fermentation broth are immediately broken into smaller ones by mechanical agitation, enabling the gaseous substrates to be more accessible to microbes. Maintaining a high-speed agitation in the reactor is essential to ensure effective mass transfer between the substrate and microbes. In addition, these small bubbles move slowly in the aqueous medium, increasing the gas retention time in the aqueous, which contributes to a higher mass transfer rate (Munasinghe and Khanal, 2010). However, this system is not economically feasible for commercial-scale syngas fermentation due to high energy cost caused by the use of high-speed mechanical agitation (Bredwell et al., 1999). Moreover, increasing the syngas flow rate leads to waste gaseous substrate. Significant efforts have been devoted to improve the reactor design and to obtain a more energy-efficient mass transfer. Bredwell and Worden (1998) proposed microbubble sparging as a potential method to enhance mass transfer with low power consumption (Bredwell and Worden, 1998). The volumetric mass-transfer coefficient for a CO fermentation by Butyribacterium methylotrophicum was enhanced by a factor of 6 when using microbubble sparging, while the incremental power requirement to make microbubbles for the syngas fermentation was around 0.01 kW m−3 of fermentation capacity (Bredwell and Worden, 1998).
12.5.2. Bubble column reactors
In a bubble column reactor, the gas is sparged into a reactor in the form of bubbles without mechanical agitation. The configuration of a gas sparger is important since it determines the properties (eg, size) of bubbles, which in turn affect gas holdup values and other parameters related to bubble columns. This type of reactor has advantages of higher mass transfer rates and low operational and maintenance costs due to fewer moving parts. The bubble column reactor has been regarded as an attractive system for large-scale gas fermentations. However, back-mixing and coalescence have been identified as major challenges for the reactors (Datar et al., 2004). There is an upper limit for increasing the flow rate, beyond which a heterogeneous flow formed which eventually caused the back-mixing of gas components (Mohammadi et al., 2011).
12.5.3. Trickle-bed reactor
A trickle-bed reactor is a continuous, packed-bed reactor where the liquid flows down through a packing medium. Syngas can move either in a downward (co-current) or upward (countercurrent) direction. Compared to CSTR, trickle-bed reactors do not require mechanical agitation, thus the energy consumption of the trickle-bed reactors can be lower (Bredwell et al., 1999). Trickle-bed reactors have been demonstrated to show a higher gas conversion rate and higher productivities compared to CSTR and bubble column reactor (Klasson et al., 1992).
12.5.4. Membrane-based system
Hollow fiber membranes (HFMs) can effectively enhance the gas–liquid mass transfer in aqueous. In this type of reactor, syngas is diffused through micro-size pores of membrane without forming bubbles. The microbial community grows as a biofilm formed on the outer wall of the membranes (Munasinghe and Khanal, 2010). This system offers several advantages, such as higher reaction rate, higher yield of products, and higher tolerance to impurities of syngas (eg, tar, NOx, and O2). Moreover, HFM bioreactors can be operated at high pressure with enhanced gas–liquid mass transfer and reduced system volume. Orgill et al. compared the volumetric mass transfer coefficient for O2in three syngas fermentation reactors for alcohol production. The HFM reactor showed the highest volumetric mass transfer coefficient, followed by the TBR and the CSTR (Orgill et al., 2013). Lee et al. (2012) designed an innovative external HFM system, and obtained a maximum CO mass transfer coefficient of 385 h−1 in water (the highest value reported to date) by controlling membrane surface area per working volume, water velocity, and specific gas flow rate. In addition, the authors proposed that the external HFM is a feasible technology for syngas fermentation. Munasinghe and Khanal investigated the volumetric mass transfer coefficient for CO in different syngas fermentation reactors (HFM, CSTR, TBR) (Munasinghe and Khanal, 2010, 2012). They reported a maximum kLa of 947 h−1 for CO in an HFM reactor, which was significantly higher than the kLa obtained in a TBR (137 h−1) or a CSTR (101 h−1).
12.6. Product recovery
Efficient and cost-effective recovery of product fuels is one of the important steps in a syngas fermentation process. A wide range of techniques have been investigated to recover or separate different products.
12.6.1. Liquid–liquid extraction
Liquid–liquid extraction is a process used to extract a dissolved compound from liquid mixture in a certain solvent. The liquid–liquid extraction process offers several advantages such as high capacity of the extractant and high selectivity of separation. Liquid–liquid extraction was successfully used for the recovery of 2,3-butanediol during fermentation (Birajdar et al., 2015). However, direct extraction for the recovery of fermentation products leads to the generation of emulsions and extractant fouling, which are major disadvantages for the liquid–liquid extraction process.
12.6.2. Pertraction
Pertraction can be regarded as a liquid–liquid extraction process in which a membrane is placed between the two phases. Pertraction is a membrane process based on the same separation mechanism as extraction, where both extraction and stripping of the solute are realized in one unit. Membrane extraction requires the installation of a membrane area, which separates extracting liquid from the extractant. The major advantage of the pertraction process is that dispersion of the extractant in the solvent phase is unnecessary. The pertraction process was successfully used for the recovery of butanol during batch and fed-batch fermentations (Groot et al., 1990). However, the pertraction possess has lower mass transfer coefficients compared with liquid–liquid extraction.
12.6.3. Adsorption
Adsorption has been widely used for the recovery of a wide range of products generated in gas fermentation. The product fuels from syngas fermentation, such as butanol or organic acids, are first adsorbed by specific adsorbent materials (loading stage), followed by desorption to obtain a concentrated product (regeneration stage) (Yang and Lu, 2013). Anion exchange resins can be used for adsorption of carboxylic acids including lactic, citric, fumaric, and acetic acids, while hydrophobic zeolites have been commonly used for the recovery of alcohol (Yang and Lu, 2013).
12.6.4. Pervaporation
Pervaporation is a membrane-based product recovery technique. In this process, membrane is used to selectively separate volatile compounds (eg, ethanol and butanol). Volatile compounds in the liquid diffuse through the membrane and evaporate into vapor, and are collected by condensation (Yang and Lu, 2013). A partial pressure difference across the membrane is required to volatilize permeates into vapor. Polydimethylsiloxane (PDMS) membrane has been extensively used for pervaporation separation of acetone, butanol, and ethanol (Liu et al., 2005).
12.6.5. Gas stripping
Gas stripping has been identified as an attractive technique for product recovery in syngas fermentation. Gas stripping can be integrated with syngas fermentation in a bioreactor or used in an individual stripping column. The performance of gas stripping for product recovery in syngas fermentation is affected by a wide range of operating conditions such as temperature, gas flow rate, mass transfer coefficient, interfacial contact area, etc.
12.7. Examples of commercial and semicommercial processes
In the past decade, syngas fermentation for the production of value-added fuels and chemicals has been extensively investigated at the laboratory scale. Some pilot- and full-scale processes have also been developed, and a number of commercial or semicommercial facilities are available and listed in Table 12.2 (Innovate Arkansas; LanzaTech; INEOS; COSKATA).
Bioengineering Resources Inc. (BRI) was founded by Prof. James Gaddy, a pioneering chemical engineer at the University of Arkansas, who has been dedicated to the development and scale-up of gas fermentation technology using an anerobic organism called C. ljungdahlii (Gaddy and Clausen, 1992a; Grady and Chen, 1998). BRI built the first pilot-scale gas fermentation plant for ethanol production in Fayetteville, Arkansas USA, in 1994 and added a gasifier in 2003 to integrate thermochemical and biochemical processes (Innovate Arkansas). BRI was acquired by INEOS in 2008, the third largest chemical company in the world, and rebranded as INEOS Bio, a subsidiary of INEOS. Currently, INEOS Bio, Coskata Inc., and LanzaTech are the three major players in the development of precommercial or commercial gas fermentation facilities in the world.
INEOS Bio built their first commercial-scale plant for US$130 million near Vero Beach, Florida, USA, in 2013 (LanzaTech). The Indian River BioEnergy Center of INEOS Bio uses their breakthrough integrated biomass gasification and gas fermentation technology for the conversion of waste biomass into bioethanol and renewable power. The BioEnergy Center is a joint venture project between INEOS Bio and New Planet Energy (LanzaTech). The facility has already been used to convert several types of waste biomass (eg, wood waste, vegetative, and yard waste) into bioethanol. This plant generates 8 million gallons of cellulosic ethanol per year and 6 MW of renewable power (LanzaTech). INEOS Bio has planned to build a 30-million-liter commercial-scale bioethanol plant in Teeside, UK, the first waste-to-bioethanol plant in Europe. The facility will use combined thermochemical and biochemical technologies to convert biodegradable waste to carbon-neutral biofuel, which can be used in transportation and renewable electricity for homes and industry (LanzaTech).
Table 12.2
Comparison of gas-to-fuel facilities in different scales
| Company | Process | Capacity (gal/yr) | System scale | Input gas | Products | Location/Start-up year | Status | References |
| BRI | Biomass gasification/gas fermentation | Not/Available | Pilot | Syngas from gasification | Ethanol | Fayetteville, USA/2003 | Operational | Innovate Arkansas |
| INEOS bio | Biomass gasification/gas fermentation | 8 million | Commercial | Syngas from gasification | Ethanol | Florida, USA/2013 | Operational | INEOS |
| INEOS bio | Biomass gasification/gas fermentation | 7.9 million | Commercial | Syngas from gasification | Ethanol | Teeside, UK | Planned | INEOS |
| Coskata Inc. | Biomass gasification/gas fermentation | 40,000 | Demonstration | Syngas from plasma gasification | Ethanol | Madison, USA/2009 | Operational | COSKATA |
| LanzaTech | Gas fermentation | 15,000 | Pilot | Steel flue gas | Ethanol | Glenbrook, New Zealand, at Blue Scope steel Mill/2008 | Operational | LanzaTech |
| LanzaTech | Gas fermentation | 100,000 | Demonstration | Steel flue gas | Ethanol | Shanghai, China, at BaoSteel/2012 | Operational | LanzaTech |
| LanzaTech | Gas fermentation | 50 million | Commercial | Steel flue gas | Ethanol | Shanghai, China, at BaoSteel/2013 | Planned | LanzaTech |
| LanzaTech | Gas fermentation | 100,000 | Demonstration | Steel flue gas | Ethanol | Shanghai, China, at Capital Steel/2013 | Operational | LanzaTech |
| LanzaTech | Gas fermentation | 10,000 | Demonstration | Steel flue gas | Ethanol | Taiwan/2014 | Operational | LanzaTech |
| LanzaTech | Gas fermentation | 17 million, intend to scale up to 34 million | Commercial | Steel flue gas | Ethanol, gasoline additives | Taiwan | Planned | LanzaTech |

Since October 2009, Coskata has operated a $25 million demonstration-scale cellulosic ethanol plant near Madison, PA, USA (INEOS). This plant combines two innovative process technologies: (1) A plasma gasification process has been developed by Westinghouse Plasma Corporation (a wholly owned subsidiary of Alter Nrg Corp.) to convert wood biomass and municipal solid waste into syngas; (2) Coskata's fermentation process technology utilizes proprietary microorganisms to convert syngas to ethanol in a novel bioreactor. The product is then separated and distilled to recover fuel-grade ethanol. This demonstration-scale facility with fully integrated process represents the successful scale-up of Coskata's feedstock flexible technology, and was a critical step in the development and demonstration of the Coskata technology platform (COSKATA).
LanzaTech was founded in 2005 with the goal of developing and commercializing a biochemical process for the conversion of waste gas from industrial processes into value-added fuels such as ethanol (LanzaTech). The company is a leader in gas fermentation technology and has developed a microbial process that can convert CO-rich industrial waste gases from steel mills and other processing plants into ethanol, hydrocarbon fuels, and platform chemicals such as 2,3-butanediol. LanzaTech has successfully demonstrated their fermentation process at a pilot scale in 2008 at a BlueScope Steel facility in New Zealand. Since 2012, LanzaTech has operated a demonstration facility with the output annual capacity of 100,000 gallons bioethanol at a Baosteel steel mill in Shanghai (China) using its waste gas-to-ethanol process (LanzaTech). LanzaTech has built a second waste gas-to-ethanol demonstration plant with a capacity of 100,000 gallons per year in China with Capital Steel using steel flue gas for bioethanol production (LanzaTech). The company is planning to build a commercial-scale plant with Baosteel with the capacity to produce 50 million gallons bioethanol per year in China. A new waste gas-to-fuel demonstration facility has been planned for construction at the end of 2015 in Taiwan, with Taiwan's largest steelmaker, China Steel Corporation (CSC) (Innovate Arkansas). This facility is designed to produce 17 million gallons of ethanol and gasoline additives per year from steel flue gas, with the intention to scale up to a 34 million gallons per year commercial unit thereafter.
12.8. Conclusions for biological fermentation of syngas
In this chapter, syngas fermentation, a promising alternative technology for producing biofuels, is reviewed in relationship to the fundamental background and the key factors that influence the process efficiency. The large-scale practice of syngas fermentation has been successfully demonstrated, although there are still intensive studies needed for developing highly efficient microorganisms to enhance the product selectivity. In addition, new designs of reaction system are required to improve mass transfer efficiency and product recovery.
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.