
Tamper-evident food and beverage packaging
Abstract:
This chapter is about the history, need and application of tamper evidence within the food and beverage packaging sector. The need for tamper evidence and the fact that nothing is tamper-proof are discussed alongside the need for diligence in the application of the various features applied. A faulty application negates the feature applied.
12.1 Introduction
12.1.1 A history of tamper evidence
Product tampering has long been a problem for food and beverage producers, who commonly try to ensure that their products do not become adulterated after they leave the site of production. Tamper-indicating features have been present on food and beverage packages for many hundreds of years, but may not initially have been recognised as such. There is evidence, for example, that the Romans around 3000 BC used sealed wooden barrels to transport wine and food over long distances. The bung of the barrel would be sealed using wax and then ‘imprinted’ with the company logo. This seal was originally intended as a mark of quality but was later also used to demonstrate that the barrel had not been opened. In 1700 the first glass bottle factory was established in Egham, UK. Stoppers were used to seal the bottles, but also served as tamper evidence, although they were not recognised as such at the time. Quaker Oats were sold in cartons in 1886, not to make tampering evident, but to give a guarantee of quality and to promote the brand. Beer cans with crown cork closures appeared in 1930. Their primary function was to enable the secure gas tight seal on the can, but they are now recognised as a tamper-evident feature. More recently, as people have found that money could be made from tampering, or threatening to tamper with products in the retail area, producers have taken steps to protect their products and their reputations by deliberately adding to their packs some sort of security device to show that they have not been opened. The history of tamper evidence is discussed in more detail in Theobald (2008).
12.1.2 The need for tamper evidence
It was during 1982 that our present concern for tamper evidence became apparent. This was with a case of tampering in the US of the pharmaceutical product Tylenol. Tylenol was bought in some stores by the tamperer, who substituted different products (cyanide capsules). The tampered packs were then returned to the store shelves and a ‘ransom’ demanded to identify where the ‘tampered’ products were located. This resulted in the deaths of seven people, the withdrawal of the product from all stores and a multimillion dollar loss to the manufacturer. Several ‘copycat’ instances followed and the pharmaceutical industry quickly rushed to make all packs within certain product types tamper evident.
Following on from this were a spate of similar incidents within the food industry, especially the baby food industry. Several jars of baby food were ‘adulterated’ and returned to the stores for sale. Severe losses were once again experienced with the withdrawal of product from the shelves and there were subsequent changes to production lines so that tamper evidence could be added to products in future. Similar action was then taken by all sectors of the food industry.
12.2 What is tamper evidence?
Well let it be said right from the start that tamper evident does not mean tamper proof! There is no such thing as tamper proof as there is no way to stop a determined tamperer from accessing a pack with ‘normal’ kitchen equipment, given sufficient time. Tamper evidence is ‘A method of sealing that allows the consumer to see if the container has been opened’ (Theobald, 2008). There is no point in applying a ‘tamper evident’ seal to a container if the consumer cannot – at the time of purchase – see that the pack has been tampered with. The consumer must be given the opportunity to see if there is a problem before they pay for the goods. The industry has two main problems:
In this chapter we will be investigating the options open to the packer and the pitfalls that can occur with incorrectly applied seals.
As with any application of a component to a pack, care must be exercised to ensure that the application is performed in an orderly and precise manner in order to achieve the desired effect. There is absolutely no point in applying a tamper-evident seal to a pack if the seal can be reinserted after the pack has been opened and no visible evidence shows that tampering has taken place.
12.2.1 Methods of entry
The most obvious and frequently considered sole method of entry to a pack is by the normal route, whether that is removal of a cap on a bottle or jar, opening of a flap on a carton, or cutting open a blister or skin pack. There are other routes, though, and it should be noted that a tamperer is more likely to use the least obvious route and to avoid the special methods of security that have been placed on the pack to ‘foil’ him. Many tamperers or prospective tamperers are highly innovative and as such the application of any tamper-evident feature should reflect a high degree of innovation as well. It would be irresponsible here to list the various ‘unorthodox’ entry points as this may give a potential tamperer an idea that they did not have before. It is also irresponsible to give any idea as to the methods of entry that could be employed when tamper-evident seals are in place. It is should be restated that no pack is tamper proof and you can only take precautions to make tampering as difficult as possible. However, the method of applying a tamper-evident seal or membrane should not make the pack more difficult to open. To some extent the best way is a covert method but this defeats the objective of the customer being able to see that the pack has been tampered at the time of potential purchase. There is always a conflict between differing requirements that a pack should perform and the best method of achieving a single objective. The conflict between tamper evidence, child resistance and openability are some of the concerns that need to be addressed.
12.3 Acts of tampering
12.3.1 Adulteration
This is removal of some of the product and substitution with another product of an inferior nature. This is ‘normally’ confined to high value products as the value to the adulterer is of better advantage. There was a speight of whisky tampering in Japan where the whisky was ‘removed’ and replaced with tea before being sold. Frequently the need for tamper evidence has been thought to be only as protection from the tamperer who either has a grudge against the manufacturer or has a misguided sense of benefiting from another’s misery (or death). Adulteration is usually done by a person who wishes to make a profit by selling the adulterated product to another person, though. The product is not usually returned to the original store to be resold to an unsuspecting customer, nor are there attempts to try to extract a ‘ransom’ for the product. However, brand owner’s reputation may be diminished by the sale of the adulterated product. The person carrying out the adulteration usually purchases the product from the store. He or she then has to defeat any tamper-evident seals that are in place and reseal the pack to avoid detection when he or she sells the product on.
12.3.2 Sampling
Motivated by curiosity, sampling involves the trial of the product within the store by customers to see if they want to buy it or industrial espionage to obtain a sample for analysis and make a copycat product. Most of this type of tampering is carried out ‘in store’ on such commodities as perfumes and toiletries. However, it is not limited to these items. Sampling leaves a pack, or frequently several packs if different products are sampled, that has been opened and is thus technically unsaleable. There is an obvious loss to the store but also a loss to the original product manufacturer who will lose reputation from the disarray caused by the sampler.
12.3.3 Theft
This is the deliberate removal of the product with the intention of not paying for it. This is an obvious practice but can, however, have some different forms. One of these is to open a box of product and slip in a smaller product thus at the checkout only paying for the larger package. Other forms are the shoplifting of products either by deliberate concealment prior to leaving the store or by actually wearing the shoplifted clothes, etc. Theft also takes place by the act known as ‘shrinkage’ where employees remove items of stock, usually via the back door or by the deliberate mis-srecording of stock on arrival or at stocktake times. All of these are theft and tamper-evident measures, maybe discreet measures, may need to be employed.
12.3.4 Malicious tampering
Here the tamperer is deliberately trying to cause the store, the manufacturer or the consumer deliberate harm either by blackmail or injury or death to the purchaser. It could easily be a combination of all of these actions. This is the method that we will concentrate on within this chapter. This is to some extent the form of tampering that causes the most distress, not only to the purchaser but to the manufacturer and the store keepers.
12.4 Application of tamper evidence to food and beverage packs
12.4.1 Film wraps
With this type of seal the whole pack is overwrapped with a film material thus creating a second barrier around the product. The film must then be cut open or torn to extract the product. Whilst this appears to be a satisfactory way of securing tamper evidence, it runs the risk that the tamperer will just remove the film and return the pack to the shelf. Unless the customer is aware that the product should have a film overwrap then the tamperer could achieve their objective. Again with this type of tamper evidence, it is essential that the film overwrap is printed, as a plain film could easily be replaced with an alternative plain (unprinted) film prior to return to the shelf. It is also desirable to indicate on the primary pack that there should have been an overwrap film on the pack. Many present day overwraps are plain film and thus fail to achieve any normal tamper-evident usefulness. With the complete film overwrap there is also a conflict between tamper evidence and openability as many customers find the film wraps difficult to open without the use of some type of cutting implement. In Fig. 12.1 the product has been completely overwraped with a transparent film that is not only easily replaced after being opened but is difficult for the customer to remove.
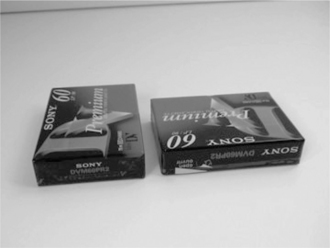
So it is essential that the fact there should be a film overwrap is shown on the primary wrap and that the overwrap is printed in such a way that it both identifies the product and that on removal it is difficult, if not impossible, to replace. I have seen an example, which I am sure will not be repeated by anyone reading this chapter, of a pack – a carton – that had printed on it ‘Do not purchase if this carton is missing’. I leave it to you to see the error here (when you have stopped laughing).
12.4.2 Blister and skin packs
Blister packs are packs where the product is completely sealed inside a pack usually made from a pre-formed ‘blister’ of a plastic material and sealed with a flat sheet of either a paper or foil-based laminate. Skin packs are formed by two separate layers of a plastic or foil laminate being stretched around the product with the product deforming the laminates prior to sealing them. Blister and skin packs are commonly used within the pharmaceutical industry for pills and capsules as this method of packing allows one item to be removed without affecting the shelf life of the remainder of the products in the pack. They are usually considered as inherently tamper evident. This is because the materials are well sealed to each other and the pack must be destroyed to gain access. Within the pharmaceutical industry there is a requirement to print on the foil or sealing membrane. Again, if no printing appears on the sealing membrane, then there is a risk that the tamperer could replace the membrane with an alternative material prior to placing it back on the shelf.
12.4.3 Shrink and stretch seals
Here a preformed collar of material is placed over the joint of two components (usually a cap and bottle) and the collar is then either shrunk onto the joint by the application of heat or allowed to shrink onto the joint where the collar has previously been stretched mechanically. The method of ‘shrinking’ is dependent upon the choice of materials used for the seal. Some seals are soaked in water to make them pliable and stretchable prior to application. When they dry out they then shrink on to the container/ closure seal. The seal must then be cut or torn to open the container. Care must be taken to either print the seal or to ensure that the chosen colour of the seal material is such that it can easily be seen – at the time of purchase. There is little use in applying a tamper-evident seal that cannot be seen! Firstly, it cannot easily be spotted on the production line and can therefore be ‘missed off’ without the manufacturer noticing and secondly if it cannot be seen easily at the point of purchase it is of limited use. On the right-hand side of Fig. 12.2 is an example of a shrink seal applied to a honey jar where the seal is totally transparent and difficult to see. The consumer will only notice it when they find the cap difficult to remove – too late! This type of seal also has an advantage in that it can help to stop a cap ‘backing off’ during transport throughout the world. (Backing off is where the cap gradually becomes loose because of repeated heating and cooling cycles that can be caused with variations in day and night temperatures.) Figure 12.3 shows an example of a shrink sleeve that has been applied to a wine bottle. As is evident, the seal is not printed and could be replaced after tampering. Alternatively the tamperer may leave the seal off altogether but it may be noticed if it was returned to the shelf alongside other bottles that did have a seal in place. What if it was the last bottle on the shelf?


12.4.4 Label seals
Label seals or tape seals are applied using either a hot melt adhesive or cold adhesive across the join of the cap and bottle or a self-adhesive label over the interface surfaces. This is also applicable to the flaps of cartons where the label would be placed across the interface between the flap and the body of the carton. Thus the label must be torn when opening the container. Some labels are constructed so that they actually disintegrate rather than rely on the label to tear. These labels are often made from a PVC material that is carefully compounded to give the correct amount of stiffness for application but will be sufficiently friable when the label is removed. Some labels can have within their make-up a series of cuts that extend partially across the label and make it break when removed. This helps with the degree of difficulty of trying to reassemble the label after opening, thus making it more difficult for the tamperer to realign the parts and make it look as if the label had not been removed. The label should always be printed so that it is more difficult to reattach after the container has been opened. On the left of Fig. 12.2 is an example of a label seal on the container with the printed label extending down from the cap over the join of the cap and jar and down the body of the jar. The printing makes it harder for a tamperer to realign the two parts of the label after they have been severed.
12.4.5 Breakable caps: roll on pilfer proof (ROPP)
Here the container is sealed with a plastic or metal cap that incorporates a weak fracture point around the cap. Metal caps are usually what is referred to as ROPP (roll on pilfer proof) but, as previously stated, there is no such thing as pilfer proof. The cap is applied to the bottle as a cylinder and during the application it is rolled around the thread of the bottle to form the thread on the cap. It also has a weak point running around the cap that is secured under a moulded ring in the bottle neck profile by rolling the base of the cap under the projecting rim on the bottle and thus securing the cap to the bottle.
When the cap is unscrewed, the fracture line breaks as the cap is unscrewed. With this type of cap it is essential that the portion of the cap retained on the container is allowed to drop down the neck of the container and thus show a gap between the retained portion and a retightened cap. Figure 12.4 shows examples of the breakable cap on some bottles. The severing point can be seen towards the bottom of the cap. This will remain on the bottle when the cap has been removed. A word of warning here! One of the bottles shown has been opened! In their enthusiasm the packer has overtightened the part of the cap that is retained and thus not allowed the retained ring to drop. Can you spot which has been opened? It is always important to remember that for effective operation of this type of tamper-evident seal that the correct application of the cap and the profiling tool are adhered to or the effectiveness of the tamper evidence is compromised. This is one of the few tamper-evident features that need not necessarily require printing. However, most of these types of caps are printed to give the added assurance of some degree of protection. Figure 12.5 shows a ‘snap on’ cap that has a ring moulded in that is removable when the pack is opened. The container on the right is unopened and that on the left has been opened showing the missing removable ring. With this type of cap, the cap is pressed onto the container and the lower part pushes over a moulded ring in the container. The dimensions are such that the cap cannot be removed after it has been fixed to the container. Here there is no necessity to print the cap as the container can be seen to be open when the ring is removed. However, as I have said previously, it is possible to open one of these containers without removing the ring! Tamperers are innovators – beware!


12.4.6 Double skinned caps
With these caps the cap is formed in two parts: the inner cap and the outer cap. Usually the two parts are of different colours so that the removal of the cap can easily be seen if it is reapplied (see Fig. 12.6). There are two main types of these caps. In the first type, the inner cap is extended below the edge of the outer cap at the base when the cap has been removed thus showing the inner cap edge. The inner cap in most cases is manufactured in red as a warning, but naturally if the outer cap is red then a second prominent colour must be chosen for the inner cap. The second system relies on the centre of the outer cap being broken on removal of the cap and a, usually red, dot appears by exposing a portion of the inner cap.
12.4.7 Sealed tubes
The nozzle of the tube is sealed in the tube manufacturing process and the tube is filled through the open base. Sealed nozzle tubes are usually made from aluminium and pressed to shape using considerable force. Care on the temper of the metal is essential if a satisfactory container is to be achieved. After filling, the tube is then sealed either by heat sealing (plastics tubes) or crimping (metal tubes). To open the tube the nozzle must be broken by piercing to retrieve the product. With the metal tubes the base seals are commonly folded and crimped. Again a word of warning. Crimp seals are not in essence tamper evident and are easily unfolded. If you are considering this type of tube then you do need to consider the crimp seal as the vulnerable area. Sealed nozzle tubes, although they can be considered tamper evident, do not show by themselves tamper evidence at the time of purchase. It may be worth considering an additional form of tamper evidence to the tubes to give that degree of confidence to the purchaser that the tube has not been opened prior to purchase.
12.4.8 Aerosols
Here I am considering as an aerosol a pressurised container and product and not a spray pack that is hand operated. Strictly speaking an aerosol is the actual spray and not the delivery system.
This type of pack is considered intrinsically tamper evident but it must be stressed that it is not impossible to tamper with an aerosol pack given the right equipment. However the tamperer would need to have access to pressure filling equipment to tamper with the product. It is not impossible but much more unlikely. Again a word of warning. It is dangerous to try to interfere with any pressurised containers without the proper equipment and precautions. You would be well advised to study the literature that is available from such organisations as the European Association for Aluminium Aerosol Container Manufacturers (www.aerobal.org).
Most aerosol packs have their valve assembly and nozzles protected during transit with an overcap. Here it may be as well to consider using a label seal, shrink seal or a snap on cap as an additional protection or assurance.
12.4.9 Pressure-sensitive tape
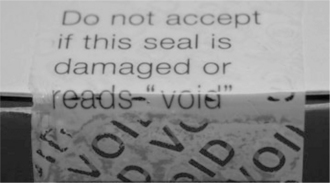
There are tapes on the market that consist of two layers of material that when removed will reveal a message such as ‘opened’ or tampered. It is said to be impossible to reapply the tape to realign the two layers to ‘remove’ the wording. There is an alternative type of tape where the tape has a portion of the back ‘printed’ with the wording using a release print. Then the adhesive layer is applied. Once the tape is removed, the area of adhesive immediately over the ‘print’ release layer remains with the tape and the non-printed area adheres to the packing thus revealing the warning wording. It should be pointed out that this is not foolproof and the tape can be reap-plied (with care) and the wording ‘disappear’. This type of tamper evidence is usually applied to outer cases rather than primary packaging but I have seen it applied to primary packaging as well. The main object here is to give the confidence that the outer packaging has not been tampered with during transit. However, there was a move to use the tapes on retail packs where goods were sold in multipacks and in corrugated cases. They are now increasingly being used for high value items as well. Here the seal would be added to, say, a carton and the seal would NOT be printed (as is common with all this type of seal) and the only time that the tamperer would know was when they removed the seal and the legend ‘opened’ appeared on the seal. In some instances the seal is printed with the warning such as ‘do not use if the carton shows VOID’. Fig. 12.7 shows a carton with a seal attached. The seal is printed with the legend ‘Do not accept if this seal is damaged or reads void’. When the seal is removed the word VOID appears on the carton. However, if as in Fig. 12.8 the seal is carefully replaced, then the word ‘VOID’ disappears on the top of the carton (as care has been applied to replace the seal) but is still apparent on the side of the carton (where no care was taken to realign the seal). This also demonstrates a problem with the print of white on white (on the top of the carton)!

12.4.10 Vacuum-sealed jars
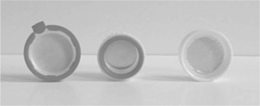
This type of product is commonly used for baby foods and preservatives. The seal mechanism has been used for decades and was in use before the trend to tamper evidence packs. However, it does deserve a mention as a tamper-evident feature. This is the type of cap where, when removed, the opener hears the familiar ‘click’ as the centre portion of the cap moves from being in the depressed state (concave) to the relaxed state (convex). The cap is manufactured with a circular portion in the centre that in the normal state is domed (convex). When the cap is applied to the container both the container and the product are hot. Thus as the container and product cool the head space has a reduced pressure and the circular portion of the cap ‘clicks’ downwards into a stressed state. On opening the head space pressure is equalised with the surrounding atmosphere and the centre portion of the cap reverts to its relaxed state (convex) with the distinctive ‘click’. This type of tamper evidence could be classed as tamper evident at the time of purchase as it can be easily detected by the customer pressing in the centre of the cap and, if a click is heard, the cap is insecure. However, many companies have considered it necessary to add an additional tamper-evident feature and not rely on the customer to check the cap security by pushing the centre. It is, however, a good reassurance feature when the customer does hear the ‘click’ on opening the pack. It should be pointed out that reliance on the ‘click’ alone is not sufficient as this type of pack was in use when the tampering of baby foods occurred. It is surprisingly easy to reseal a vacuum jar after tampering and regain the ‘click’.
12.5 Future trends
It is always difficult to predict the future trends in any industry as so much is dependent upon the various technology developments and the economic climate for the development of the technologies. Most of the ‘developments’ in tamper-evident features in the past have been as a result of serious tampering episodes. It is therefore, one might say, hoped that future trends would be limited!
If we look back at the things that have been predicted in the past and forecast to have been likely in the year 2010, we would find that few if any have occurred but other ‘unforeseen’ developments have come to the fore. Thus before 1982 it would have been unlikely that predictions of tamper evidence would have featured strongly in the food industry where the gross margins were being squeezed by the supermarkets and ‘added costs’ were being eliminated as fast as possible. So any speculation may come true or still be a pipe dream in the eye of the beholder. However, this has never stopped the foolhardy from predicting future trends – perhaps I am foolhardy!
When considering tamper evidence it is always worth looking to see if there are any other ‘features’ that can be added, used or assimilated that would give better protection for a variety of different problems. Alongside tamper evidence there are the features of child resistance, openability and counterfeiting that all have a bearing and influence on which ‘add ons’ that you may choose to give the pack (and thus the product’s intellectual credence). It is the confidence in the product from the consumer that you are hoping to protect by tamper evidence, and as stated earlier, the tamperer is an innovative being who will try to defeat your best efforts not only by tampering with the product but by selling a counterfeit product in your ‘style’ of pack. You must be more that one step ahead of the tamperer/ counterfeiter. It could be likely that future tamper evidence will become a task that is ‘in store’ at the check out rather than evident to the customer at the time of purchase. This will give more scope to the packer to ‘hide’ the tamper-evident features and so, maybe, deter the offender.
Below I have suggested some ways that may influence future developments but beware, as this book may also be read by a counterfeiter/ tamperer!
12.5.1 Colour indicators
It is possible to formulate an ink system that reacts to chemical compositions within an atmosphere. Thus it could be feasible for a pack to contain an indicator that changes colour with differing atmospheres within the pack. If a pack of product had, say, nitrogen as the headspace gas and this was replaced with air on opening, then a colour change could indicate that the pack had been opened. There would of course be necessary considerations to ensure that the colour change indicator was appropriate for food contact as it would of necessity be within the pack. However, systems do exist to allow a product to be separated from the food product by a permeable membrane thus allowing the ‘indicator’ to function and not come into contact with the food product.
12.5.2 Counting caps
These have been designed where the cap indicates how may times it has been removed. Incorporating this into a pack would indicate that the pack had been opened. However it could easily be possible to tamper with the counting mechanism in such a way that it ‘stuck’ on zero and thus the purchaser would not be aware of tampering until they had opened the pack themselves, once again demonstrating that no system is foolproof.
12.5.3 Chip technology
Alongside RFID (radio frequency identification) labels, chip technology could indicate that the pack had previously been sold. Thus when it is presented to the checkout at the store an indication of the previous sale would appear and not register the product for resale. This has already been used where ‘customers’ have returned goods to a store for a refund even though they had not been previously sold. This could be used with increasing frequency to deter tamperers. If a pack, previously sold, is then returned to the store and put back on the shelf it would be registered as ‘sold’ when it came to the checkout for the second time, thus foiling the tamperers ability to ‘ransom’ a store with the tampered goods. It will not stop the tamperer but it will stop the tampered product from reaching its intended victim.
Chip technology can also be used with labels where the label is used as a tamper-evident feature. Here, when the label is broken, the chip will also be broken and will be much harder to reinstate than if it were a label alone.
With RFID technology, there is the added advantage for the store that all the goods do not need to be ‘unloaded’, checked and reloaded to scan the labels of each individual pack. The bulk cart, box or bag of products can be checked and priced in bulk at speeds similar to, or faster than, the normal checkout process. With the addition of the tamper-evident feature on the RFID label, it would not only tell that there was a ‘faulty’ product in the bag but would be able to identify it on the sales receipt so that it can be removed prior to the customer leaving the store. A replacement product could then be substituted for the faulty item and the faulty item held in store for investigation.
12.5.4 Electronics
As time progresses, the ability to print electronic circuits has and is developing to such an extent that it is capable of, and will consistently be possible to improve the printing of electronic circuits with standard printing processes. If the printed circuits were printed either within the tamper-evident features or within additional features within the pack, then detection of ‘opening’ would be possible. However, here it would need special equipment, either in store at the checkout or additional to the normal checkout systems.
One such possible system would be the introduction of a printed electronic circuit that would be ‘activated’ by the production company after the pack had been sealed. When the pack is opened, the ‘electronics’ would show if this was the first time of opening or a subsequent opening – a mixture of the RFID label and the counter cap. However, this would not be apparent prior to opening. With the use of liquid crystal technology and the above design idea, the number of times the cap or container had been opened could be shown on the outer wrap of the pack, thus giving a tamper-evident feature that was visible at the time of purchase.
12.6 Conclusion
It is worth stating again that there is no such thing as a tamper-proof pack! It is up to the manufacturers to try to ensure that their products are as secure as possible and to devise ways to constantly thwart the offenders without alienating the consumer with packs that are too difficult to get into. Care and consideration should also be given to the possibility of making the pack so tamper evident that it conflicts with the requirement to be able to access the pack reasonably easily. There is always the problem that if a pack is so secure that it becomes difficult to open, the consumer will be put off the product and also may do themselves serious harm by using ‘unconventional’ methods of opening the pack. There are numerous stories of people having to visit the Accident and Emergency Departments of a hospital by trying (mostly unsuccessfully) to open a pack with things such as carving knives, or screwdrivers or electric drills. Common sense must be applied with security and accessibility both being taken into consideration, together rather than separately.
Unprinted tamper-evident seals are easy to replace and should not, as a general rule, be used. You should print on the pack that there is a tamper-evident feature and what that feature is. I have seen a pack that had printed on an overwrap film ‘Do not use if this film is missing’. So beware where you print the information.
The harder it is for a customer to get into a pack the more they are likely to transfer their loyalty to the company where they can get into the pack easily. Tampering costs not only with the loss of the offending product but also with the reputation of the whole range of the company’s products.
There are numerous websites that list various methods of tamper evidence, all of which are showing their products whilst not discussing the various methods available or the advantages of one method over the others. I would advise care when viewing these websites and to consider all the options available to you before making a choice. Choices vary with, mainly, the value that you place on the security of your product and the cost of attaining that security. What risk are you prepared to take and for what price?
Product recalls are exceedingly expensive both with regard to loss of consumer trust and with the costs of replacing the recalled product and the disposal of the recalled product. If you have ever been involved with a product recall it is not an experience that you would wish to repeat! Perhaps the best advice is – be sensible – assess the risk then choose your options. Paranoia should not be an option!