
1
Introduction to Lean Six
Sigma Methodology
Lean Six Sigma increases the focus on Lean approaches with less emphasis on the statistical rigor included in the Six Sigma methodology alone.
—H. J. Harrington

Lean Six Sigma is a synergistic process that creates a value stream map of the process identifying value add and non-value add costs, and captures the Voice of the customer to define the customer Critical To Quality issues. Projects within the process are then prioritized based on the delay time they inject. This prioritization process inevitably pinpoints activities with high defect rates (Six Sigma tools) or long setups, downtime (Lean tools), with the result often yielding savings of $250,000 and a payback ratio between 4-1 and 20-1.
—Michael George
Lean Six Sigma expert and one of the founding fathers*
IN A NUTSHELL
As with most new concepts, each has evolved from a previous concept. Total Quality Control is an expansion of the quality assurance concept. Total Quality Management (TQM) is an expansion of the Total Quality Control concept. Process redesign is an enlargement and expanded use of some of the key Total Quality Management concepts, applying them to the service and support processes. The Six Sigma methodology just set a new performance standard using tools that were part of the Total Quality Management concepts. The metaphor of “standing on the shoulders of giants” is often used to illustrate the notion of building upon the systems and programs that are already in place, as opposed to “reinventing the wheel.” While it is considered by most experts essential for a company to create familiarity with both Lean and Six Sigma disciplines by training employees, it is even more important to incorporate an integrated Lean Six Sigma philosophy into the company in order to change the culture.
The Lean concepts were based upon Henry Ford’s production process that was refined in the early 1900s and which became part of Total Quality Management and the Six Sigma methodologies. The Lean Six Sigma (LSS) methodology increases the focus on Lean approaches, with less emphasis on the statistical analysis requirements normally included in the Six Sigma methodology. The Six Sigma approach was directed at reducing variation, but most of the real contributions were made related to the elimination of no-value-added activities (elimination of wastes). The LSS methodology focuses on waste reduction with less emphasis on reducing variation. It recognizes nine forms of waste, which are an expansion of Taiichi Ohno’s original seven wastes. The nine forms of waste are:
- Overproduction
- Overprocessing
- Motion
- Transportation
- Inventory
- Waiting
- Underutilized employees
- Defects
- Behavior
Taiichi Ohno was the father of the Toyota Production System and the creator of the original “seven deadly wastes.” Ohno’s training and insight led him to the conclusion that Toyota’s productivity should not be any lower in any way than that in the Detroit and European automobile manufacturers’ shops. As a worker and supervisor, he set out to eliminate the waste and inefficiencies in the part of the production process that he could control the results for, and these efforts ultimately led to the core beliefs of the Toyota Production System (TPS). Over the past 30 years, several elements of the TPS system have become adapted and adopted in the Western world, like muda (the elimination of waste), jidoka (the injection of quality), and Kanban (the pull system of just-in-time inventory stock control). For more information, see Guide to Management Ideas and Gurus, by Tim Hindle (Economist Books; Profile Books, London, UK). This guide has the lowdown on more than 50 of the world’s most influential management thinkers, past and present, and over 100 of the most influential business-management ideas in one volume.
Often just giving new terms or new names to already established approaches rekindles interest in that approach. This is evident in the recent enthusiasm of using Japanese terms for American established terms. For example, using the word muda (the Japanese word for waste) or Kaizen (the Japanese term for continuous improvement) can revive the executive team’s interest because it is not viewed as the same old thing.
INTRODUCTION
To avoid any confusion, let’s start out by offering our basic operational definitions of Lean, Six Sigma, and Lean Six Sigma.
- Lean: The Lean methodology is an operational philosophy with a focus on identifying and eliminating all waste in an organization. Lean principles include zero inventory, batch to flow, cutting batch size, line balancing, zero wait time, pull instead of push production control systems, work area layout, time and motion studies, and cutting cycle time. The concepts are applied to production, support, and service applications. Lean focuses on eliminating waste from processes and increasing process speed by focusing on what customers actually consider quality, and working backwards from that.
- Six Sigma: The Six Sigma methodology is a business-management strategy designed to improve the quality of process outputs by minimizing variation and causes of defects in processes. It is a subset of the TQM methodology with a heavy focus on statistical applications used to reduce costs and improve quality. It sets up a special infrastructure within the organization that is specifically trained in statistical methods and problem solution approaches that serve as the experts in these approaches. The two approaches that these experts use in their problem analysis and solution activities are Define, Measure, Analyze, Improve, and Control (DMAIC) and Define, Measure, Analyze, Design, and Verify (DMADV).
Six Sigma aims to eliminate process variation and make process improvements based on the customer definition of quality, and by measuring process performance and process change effects.
- Lean Six Sigma (LSS): The LSS methodology is an organization-wide operational philosophy that combines two of today’s most popular performance improvement methodologies: Lean methods and the Six Sigma approach. The objective of these approaches is to eliminate nine kinds of wastes (classified as defects, overproduction, transportation, waiting, inventory, motion, overprocessing, underutilized employees, and behavior waste) and provide goods and services at a rate of 3.4 defects per million opportunities (DPMO).
Note: Six Sigma, Lean, and LSS are all methodologies that contain a number of tools, techniques, and concepts that are designed to improve organizational performance.
Throughout this book, in keeping with common practice, the Six Sigma methodology, the Lean methodology, and the LSS methodology will also be referred to as just Six Sigma, Lean, and/or LSS.
It is important to note that Six Sigma, Lean, and LSS methodologies are all organization-wide operational philosophies/strategies with accountability and strategic focus. The real value of LSS starts to show when it is integrated with the organization’s strategic plan, helping to implement that plan with a focus on the end-use customers. In order to achieve the true benefits of LSS, projects will cross organizational boundaries and be focused on business processes. Sustained strategic results can be achieved when this is done. When applied to a business process, the benefits obtained move the organization toward world-class performance in that business process.
At the heart of all successful LSS programs is an effective infrastructure that translates the strategic goals and activity areas of the organization into specific short-term action plans that maximize value and provide proper governance and management, along with the monitoring of results.
The Notion of Standing upon the Shoulders of Giants
This saying reminds us that for growth to occur, you grow from what has already been learned and/or created. If you ignore what has already been learned, at best you will get what has already been learned/created. On the other hand, if you learn from and start from what has already been done, then you can go farther. In our LSS leadership training that means we want clients to learn as much as possible from others’ experiences. We encourage them to study leadership through reading lots of books, audio books, book summaries, and through personal discussions with other leaders that they know. For our business ventures, that means we gather mentors (giants) that have already been successful in the LSS project venture that we are getting into, and to learn from what they have done— learn from what is working or has worked for them, and learn from what did not work for them. This allows us to skip ahead in our own learning process and gives us a better chance for success.
LSS Cultural Building Blocks
All too often these methodologies are treated as a group of tools to be applied rather than a new cultural behavioral pattern that starts with the executive team. Too much focus has been applied to teaching the tools related to these methodologies in a two-level focus on embedding the Lean and Six Sigma cultures into the organization. As a result, these initiatives are often treated as projects where people are trained, problems are solved, and the immediate problem is put to bed while the organization goes back to business as usual. When this occurs, savings are short-lived and the problems that were put to bed soon wake up and have to be addressed again and again.
The person who makes the LSS methodology a success within an organization is not an LSS Black Belt (LSSBB) or even an LSS Master Black Belt (LSSMBB). The people who make LSS a success are the executives who will not be satisfied with any waste within the organization and who won’t allow anything but exceptionally good products and services to be provided within or as output from the organization he/she is responsible for. It is the executive who doesn’t have excellence as a goal, but as a standard of today’s performance for himself/herself and everyone within his/her organization, who is the ideal role model for the organization.
These are hard requirements to meet, but it’s what is required to be successful in today’s highly competitive environment. LSS Green Belts (LSSGBs) and LSSBB can bring about significant changes and improvement in organizational performance, but these gains often last for only a short period of time unless there is a significant change in the fundamental culture within the organization. Business excellence in an organization encompasses the areas of strategic focus or intent, customer loyalty/advocacy, employee delight, and seamless process integration. All the business excellence models like Malcolm Baldrige, EFQM, etc., have these areas incorporated in their models in different ways. This handbook clearly shows how these tools, along with the analysis/reduction of constraints, inventive problem solving, and the importance of human behavior modifications like applied behavior analysis, among others, can be used effectively to build upon the shoulders of the TQM and quality management programs of the past.
Connecting the Tools with Engineering Goals
Each of the LSS tools has been often connected with well-known engineering goals, including cause-effect analysis, variability reduction, bottleneck reduction, waste reduction, and the theory of inventive problem solving, which has its roots in TRIZ. In fact, many of the tools have had their beginnings in the TQM programs of 20 years ago, which was adopted by a majority of the Fortune 1000 companies, a statistic that was validated by our 2002 survey, which showed that over 80% of the Six Sigma approaches were carryovers from the TQM methodology.
WHAT CAME FIRST—SIX SIGMA OR LEAN?
It may surprise you to learn that Lean came before Six Sigma. Since the very earliest production systems management has fought to eliminate waste. Near perfection, on the other hand, was not a requirement for most consumers. Functionality for most consumers was the meet requirements quality standard that provided the maximum value (cost versus quality) to the consumer. The father of the Lean Production Systems, as we know them today, was Henry Ford Sr. There are very few of our products and methodologies that are truly breakthrough approaches. Almost all of our approaches are evolutionary rather than revolutionary. The Lean approach was born in the early 1990s with F.B. Gilbreth’s time and motion studies, where he believed that there was one best way of doing everything. This, in conjunction with Henry Ford Sr.’s Lean Production System, started the Lean focus. Toyota made use of this as a foundation and improved upon it to develop Toyota’s manufacturing system. Today’s approaches to Lean are based upon Toyota’s very successful manufacturing system.
In 1974 Motorola sold its TV production and design facilities to Matsushita, a Japanese manufacturer. Motorola had been one of the early developers of the TV concepts and one of the leading manufacturers under the brand name of Quasar Electronics, Inc. It promoted its TV as a TV with the work-center drawer for easy repair. Matsushita restructured the manufacturing process, applying Total Quality Control to it. As a result, internal and external defect rates and cost were decreased significantly. (See Figure 1.1.)
This major turnaround in the Quasar brand name reflected poorly on Motorola’s reputation. In addition, Motorola’s other operations were losing market share at a very rapid rate. In 1981, William J. Weisz, Motorola’s COO, directed that all processes within the company should show a 10-fold improvement within 5 years. To do this, Motorola embraced the TQM concept. In 1986 Weisz required all measurements to improve by a factor of 10, this time in just 3 years. This called for a radical change in the way Motorola’s processes functioned. To bring about such a drastic change, Motorola implemented what it called the Six Sigma Program. The program set an objective for all processes to statistically perform at an error rate no greater than 3.4 errors per defect per million opportunities. Six Sigma Quality became popular in the United States immediately following Motorola winning the 1988 Malcolm Baldrige National Quality Award. The information package that Motorola distributed to explain its achievements stated: “To accomplish its quality and total customer satisfaction goals, Motorola concentrated on several key operational initiatives. At the top of the list is Six Sigma Quality, a statistical measure of variance from a desired result. In concrete terms, Six Sigma translates into a target of no more than 3.4 defects per million opportunities. At the manufacturing end, this requires robust designs that accommodate reasonable variation in component parts while providing consistently uniform final products. Motorola employees record the defects found in every function of the business and statistical technologies are made part of each and every employee’s job.”
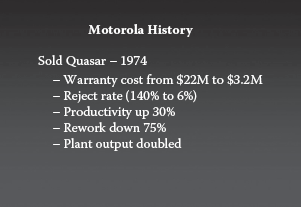
Results of TQC on Quasar’s performance.
Also during the early 1990s Motorola’s Six Sigma methodology was gaining momentum, as GE was promoting it as one of its major improvement drivers. Although Six Sigma was originally designed as an approach to reduce variability, quality professionals and consultants added to the basic statistical approaches a number of additional techniques that focus on process improvement. (See Appendix C for a list of Six Sigma Green Belt tools.)
Motorola’s initial focus was on reducing variation in a single measurement. (See Figure 1.2.) Although the concept of focusing on reducing variation was a sound one, Motorola continued to lose a major portion of its market share. By the time GE embraced Six Sigma, it realized that the major gains from a performance improvement initiative would be reached by focusing on streamlining the processes by reducing cost and cycle time. As a result, the Six Sigma program was expanded to focus on setting new levels of performance. (See Figure 1.3.)

Results of focusing on variation reduction.

Results from redesigning a process to set new performance levels.
Along with this new emphasis came a new set of measurements focusing on cost reduction, decreased cycle time, inventory turns, etc. As a result, the basic Six Sigma approach of Define, Measure, Analyze, Improve, and Control (DMAIC) was modified with the addition of an approach of Define, Measure, Analyze, Design, and Verify (DMADV). With Six Sigma roots based upon variation reduction and the manufacturing environment, many of the Lean tools became part of the Six Sigma body of knowledge.
With the economy in the United States changing from a production to a service economy, the focus on performance improvement transferred from the manufacturing process to the service and support areas in the early 1980s. This resulted in a great deal of focus on reviewing the support and service processes and redesigning them to make them more efficient, effective, and adaptable. Process redesign methodologies roots stem from the poor-quality cost studies that IBM conducted in the indirect (support) areas during the 1970s. This evolved into the business process improvement methodologies that they developed during the early part of the 1980s. These approaches were further defined and developed by Ernst & Young and published in the 1991 book entitled Business Process Improvement—The Breakthrough Strategy for Total Quality Productivity and Competitiveness, published by McGraw-Hill, New York.
Additional depth was added to the process improvement focus when Michael Hammer and James Champy published their 1993 book entitled Reengineering the Corporation, published by Harper Business, New York. The basis of these methodologies was the elimination of no-value-added (NVA) activities from these critical business processes. These approaches, which were developed to redesign or re-engineer processes, became key building blocks in the Six Sigma methodology during the 1990s.
The end result is that over the years Lean and Six Sigma have been viewed and utilized as distinctly separate methodologies to analyze and improve processes. Rather than employing them separately, however, many process gurus now advocate a merger of the two for more dramatic process improvement. While we agree that this merger or marriage is valid, project leaders of process improvement efforts that forcibly combine the two methodologies without understanding what they are trying to improve will achieve limited success. In the final analysis, process professionals must first understand their level of process maturity to choose the appropriate blend of Lean and Six Sigma methods and tools, and employ some type of hierarchy or Belt System to help make the marriage last.
TECHNICAL COMPETENCY LEVELS
Due to the heavy focus on statistical applications and extensive amount of time and training that was required to prepare individuals to use these tools, a unique organizational structure was established that allowed different titles to be used in support of the successful deployment at GE. It created an innovative recognition system called Black Belt Program to support its Six Sigma Quality Program. Individuals progressed through various expertise levels as follows:
- Blue Belts: Individuals who are trained in basic problem solving and team tools, thereby establishing a common improvement approach throughout the organization. All employees should be at a minimum at the Blue Belt level.
- Yellow Belts: Individuals who have been trained to perform as members of Six Sigma Teams. They are used to collect data, participate in problem solving, and assist in the implementation of the individual improvement activities.
(Note: The Yellow Belt level was added on later to account for those who would become members of the Six Sigma Teams and assist with the process mapping, data gathering, brainstorming, communications, and implementation of solutions.) - Green Belts: Individuals who have completed Six Sigma training, are capable of serving on Six Sigma project teams, and managing simple Six Sigma projects.
- Black Belts: Individuals who have had advanced training with specific emphasis on statistical applications and problem-solving approaches. These individuals are highly competent to serve as on-site consultants and trainers for application of Six Sigma methodologies.
- Master Black Belts: Individuals who have had extensive experience in applying Six Sigma and who have mastered the Six Sigma methodology. In addition, these individuals should be capable of teaching the Six Sigma methodology to all levels of personnel and to deal with executive management in coaching them on culture change within the organization.
These definitions have changed over time. It’s now accepted that Green Belt training is different and less complex than Black Belt training. The same levels of expertise are used to distinguish background levels for LSS methodologies. Although the basic theory behind Six Sigma involved everyone in the organization, in many organizations that was not the case. In these organizations the Six Sigma initiative was made up of a few highly trained Green Belts or Black Belts whose total objective was to solve problems that would result in large savings to the organization. In many cases the Black Belts were expected to save the organization a minimum of $1 million a year or they would be reassigned. In these cases big improvement opportunities were acted upon and solved within 2 to 3 years and there was no need for the Black Belts’ service anymore. As these major problems were solved, many executives began to realize that everyone needed to focus on the elimination of waste, not just in the production areas, but also in the support areas. This has resulted in LSSGB and LSSBB becoming facilitators of waste reduction as well as problem solvers. It also focuses the organization on waste reduction versus reducing variation. (Note: LSS does not ignore measurement where it is required, but does not rely upon it absolutely as Six Sigma does.)

LSS BELT LEVELS
LSS builds upon the technical competency structure that was developed for Six Sigma. The following are the competency titles and requirements related to the LSS methodology.
Lean Six Sigma Master Black Belt (LSSMBB)
The standard practice is one Lean Six Sigma Master Black Belt (LSSMBB) for every 15 to 20 Lean Six Sigma Black Belts (LSSBBs) or one for the total organization, if the organization is less than 200 employees. The LSSMBB is a highly skilled project manager, who should be Project Management Institute certified. LSSMBBs are the heart of the organization’s LSS process. They must be more skilled and experienced than regular LSSBBs. They should be experienced teachers and mentors who have mastered the LSS tools.
The LSSMBB is responsible for:
- Certifying LSSBB and Lean Six Sigma Green Belts (LSSGBs)
- Training LSSBBs and LSSGBs
- Developing new approaches
- Communicating best practices
- Taking action on projects that the LSSBB is having problems in defining the root causes and implementing the change
- Conducting long-term LSS projects
- Identifying LSS opportunities
- Reviewing and approving LSSBB and LSSGB project justifications and project plans
- Working with the executive team to establish new behavioral patterns that reflect a Lean culture throughout the organization
Typically, an LSSMBB will interface with 15 to 20 LSSBBs to provide mentoring and development service in support of their problem-solving knowledge. When most organizations start an LSS process, they don’t have people who are experienced enough to take on the role of an LSSMBB even when they have completed the LSSBB and LSSMBB training.
Training alone does not provide the required experience that is needed to function as an LSSMBB. As a result, organizations normally hire a consultant to serve as the LSSMBB for the first 6 to 12 months, and then they select one of the organization’s LSSBBs to undergo the additional LSSMBB training and experience for the subsequent projects. No LSSMBB can be successful unless he or she is able to influence the executive team to embrace Lean concepts resulting in a cultural change throughout the organization.
Lean Six Sigma Black Belt (LSSBB)
One LSSBB for every 100 employees is the standard practice. (Example: A small organization with only 100 employees needs only one LSSBB or two part-time LSSBBs.)
LSSBBs are highly skilled individuals who are effective problem solvers and who have a very good understanding of the most frequently used statistical tools that are required to support the LSS system. Their responsibilities are to lead Lean Six Sigma Teams (LSSTs) and to define and develop the right people to coordinate and lead the LSS projects. Candidates for LSSBB should be experienced professionals who are already highly respected throughout the organization. They should have experience as a change agent and be very creative. LSSBBs should generate a minimum of US$1 million in savings per year as a result of their direct activities. LSSBBs are not coaches. They are specialists who solve problems and support the LSSGBs and LSSYBs. They are used as LSST managers/leaders of complex, simple, and important projects. The position of LSSBB is a full-time job; he/she is assigned to train, lead, and support the LSST. They serve as internal consultants and instructors. They normally will work with two to four LSSTs at a time. The average LSSBB will complete a minimum of eight projects per year, which are led by the LSSBB himself/herself or by the LSSGBs that they are supporting. The LSSBB assignment usually lasts for 2 years.
A typical LSSBB spends his/her time as follows:
- 35% running projects that he/she is assigned to lead
- 20% helping LSSGBs who are assigned to lead projects
- 20% teaching either formally or informally
- 15% doing analytical work
- 10% defining additional projects
The LSSBB must be skilled in the following six areas:
- Project management
- Leadership
- Analytical thinking
- Adult learning
- Organizational change management
- Statistical analysis
Most of LSSBB training focuses on analytical skills, so selecting the LSSBB often is based solely upon the candidate’s analytical interests. This is all wrong. Other traits to look for in selecting an LSSBB are:
- Trusted leader
- Self-starter
- Good listener
- Excellent communicator
- Politically savvy
- Has a detailed knowledge of the business
- Highly respected
- Understands processes
- Customer focused
- Passionate
- Excellent planner
- Holds to schedules
- Motivating
- Gets projects done on schedule and at cost
- Understands the organization’s strategy
- Excellent negotiation skills
- Embraces change
LSSBBs should be specialists, not coaches. It’s important to build a cadre of highly skilled LSSBBs. However, they shouldn’t be placed in charge of the managing and improvement process. LSSBBs are sometimes responsible for managing individual projects, but not directing the overall improvement process; that should be the job of management.
For organizations that do not have an LSSMBB, the LSSBB is responsible for working with the executive team to bring about a cultural change in the organization where waste is not accepted and excellence is the standard for everyday operations.
The American Society for Quality (ASQ) recommends a 4-week class to train LSSBBs. Typical subjects that are covered are:
- Define and measure phase tools
- Introduction to Minitab
- Introduction to iGrafx
- Lean overview
- Probability concepts
- Basic statistics
- Documenting the process
- Measurement systems evaluation (gauge R&R)
- Basic statistics and introduction to process capability
- Advanced process capability concepts
- Process simulation
- Graphical analysis
- Project management
- Program and training expectations
- Analysis phase tools
- Failure modes and effects analysis
- Central limit theorem
- Confidence intervals
- Introduction to hypothesis testing
- T-tests
- Hypothesis testing with discrete data
- Power and sample size
- Correlation and regression
- Logistic regression
- Testing for equal variances
- Analysis of variance (ANOVA)
- Nonparametric statistics
- Analyze phase deliverables
- Design of experiments
- Full factorial designs
- Fractional factorial experiments
- Simulating designed experiments
- Creating future state maps
- Center points in two-level designs
- Response surface designs (supplement)
- Analyzing standard deviation
- Statistical process control
- Husky bracket exercise (Lean/flow and work-in-process (WIP))
- Design for Six Sigma
- Creating acceptance sampling plans
- Standard work
- Statistical tolerancing
- Mistake proofing
- Developing control plans
Lean Six Sigma Green Belt (LSSGB)
One Lean Six Sigma Green Belt (LSSGB) for every 20 employees and 5 LSSGBs per every LSSBB is the standard practice. (Example: A small organization with 100 employees needs 1 LSSBB and 5 LSSGBs.)
Being an LSSGB is a part-time job. An LSSGB is assigned to manage a project or work as a member of an LSST by the LSS champion and his/her manager. Sometimes an LSSGB is the manager of the area that is most involved in the problem. However, it is very difficult for managers to lead or even serve on an LSST unless they are relieved of their management duties. They will need to spend as much as 50% of their time working on the LSS project. In most cases, it is preferable that the LSSGB is a highly skilled professional who has a detailed understanding of the area that is involved in the problem. LSSGBs work as members of LSSTs that are led by LSSBBs or other LSSGBs. They also will form LSSTs when projects are assigned to them. When that happens, the LSSGB’s primary responsibility is to manage (coordinate) the project LSST’s activities during the entire product cycle. The LSSBB will support the LSSGB by providing just-in-time training to the project team when the LSSGB feels it is necessary. Normal LSST members will receive some basic problem-solving and team orientation training before they are assigned to a LSST. When LSSGBs are leading a LSST, they should have at least 50% of their workload assigned to another individual.
A typical annual cycle for an LSSGB would be as follows:
- Six months as an LSST team member on two different LSSTs spending 25% of his/her time on the LSST projects
- Three months as an LSST team leader spending 50% of his/her time on the LSST project
- Three months not working on any Lean Six Sigma projects
LSSGBs are also expected to identify other LSS opportunities and bring them to management’s attention.
ASQ conducts a 2-week course on LSS for Green Belts. Typical subjects that are covered during this class include:
- Process mapping
- Introduction to Minitab
- Probability and basic statistics
- Rolled throughput yield
- Process capability
- Failure mode and effects analysis
- Basic tools
- Confidence intervals
- Measurement system analysis (gauge R&R)
- Hypothesis testing
- Project management
- Correlation and regression
- Analysis of variance
- Randomized blocks
- Design of experiments
- Full factorial experiments
- Acceptance sampling plans
- Statistical process control
- Control planning and application
- Mistake proofing
Lean Six Sigma Yellow Belt (LSSYB)
One Lean Six Sigma Yellow Belt (LSSYB) for every five employees and four LSSYBs for every LSSGB is the standard practice. (Example: A small organization with 100 employees needs only 1 LSSBB, 5 LSSGBs, and 20 LSSYBs.)
LSSYBs will have a practical understanding of many of the basic problem-solving tools and the DMAIC methodology. Team members are usually classified as LSSYBs when they have completed the 2 or 3 days of LSSYB training and passed an LSSYB exam. They will work part-time on the project and still remain responsible for their normal work assignments. However, they should have some of their workload re-assigned to give them time to work on the LSST. They usually serve as the expert and coordinator on the project for the area they are assigned to.
Lean Six Sigma Blue Belt
All employees should be trained as LSS Blue Belts as a standard practice. LSS Blue Belts are the normal workforce and may never be assigned to a LSST. However, they need to be part of the LSS culture and know how to apply LSS concepts to their day-to-day activities. They will receive 2 to 3 days of training covering the following subjects:
- How teams function
- What the Six Sigma processes are about
- How Six Sigma applies to them
- How to define who their customers are
- The seven basic problem-solving tools
- How to flowchart their process
- Area activity analysis
- How to participate in the suggestion program
- How to participate in “quick and easy Kaizen”
It is very important to note that once the major problems and opportunities have been addressed by the LSSTs, the organization’s LSS culture is sustained through the LSS Blue Belts using area activity analysis, suggestion programs, and quick and easy Kaizen.
LSS Blue Belt activities drive continuous improvement throughout the organization. Their efforts should result in a 5 to 15% improvement in all the organization’s measurements.
FIVE PHASES OF AN LSS IMPROVEMENT PROJECT
There are five phases that an LSS improvement project must go through:
- Phase I: The selling phase
- Phase II: The planning and training phase
- Phase III: The rollout phase
- Phase IV: The measurement of results phase
- Phase V: Sustaining the concept and holding the gain phase
Phase V is a very difficult, but the most important, phase, and the one that has been the least successfully completed. With methodologies like TQM, Six Sigma, and LSS to have a lasting effect within any organization, it needs to change the habit patterns for the employees and management. It is easy for an individual to do the in thing. During the rollout phase the changes are very visible. Big successes are celebrated. Everyone is getting credit for helping to implement the project. But with time (i.e., 1 to 3 years) the excitement wears off. Management stops following up to see that the changes are still working. Disruption in the status quo forces everyone’s attention on other things, and the gains that were made through the LSS initiative begin to disappear. For example, we once visited a client to check on how the LSS initiative was still working 2 years after implementation. We were shocked to see that much of the effort that was put in to making the transformation was wasted. The in-boxes in the support area that were completely empty at the end of the day 2 years ago are now piled high with paper. The production area that was spotlessly clean is now in disarray and dirty. And this was just a superficial view that any observer would notice. Without continuous focus on the elimination of waste it is awfully easy for management and the employees to slip back into their old bad habits.
This handbook focuses on the tools and techniques that make up the tools of the trade for LSSGBs and LSSBBs. But the most difficult part of the job for these highly trained technical people is mastering the organizational change management methodology that is required to transform the culture within the organization to one where waste of any kind is not tolerated and excellence is accepted as meets requirements. Success for an LSSBB or an LSSMBB is not measured by the dollars saved—that is only a temporary measurement. The real measurement of the success of the LSS program is a permanent change in the culture within the organization.
SUMMARY
The process of incorporating LSS as a key component of an organization’s change infrastructure requires more than just training, for it takes a strong infrastructure built to support all projects and change initiatives from the ground up. LSS programs, when all is said and done, are a path to business excellence.
As we have discussed in this chapter covering the marriage of Lean and Six Sigma, both approaches have a few shortcomings that were especially evident a few years ago, before so many previous programs merged into the LSS program as we know it today. As a result, LSS evolved, getting stronger than some of the “giants” that had come before it.
_____________________________
* Source: An interview with Michael George (Chairman and CEO of George Group) by Frank Voehl, February 2008. During the course of the interview, George went on to state that while classical projects involving Six Sigma are most closely associated with defects and quality, Lean itself is linked to speed, while eliminating all forms of waste and inefficiency. George has written extensively that Lean provides tools to reduce lead time of any process and eliminate no-value-added cost, and he explained that Six Sigma did not contain any tools to control lead time (e.g., pull systems), or tools specific to the reduction of lead time (e.g., setup reduction). Since companies “must become more responsive to changing customer needs, faster lead times are essential in all endeavors.” Lean is an important complement to Six Sigma, George insisted, and fits well within the Six Sigma DMAIC and even the DMADV processes. Finally, George points to the Lean Kaizen approach, which he extols as a great methodology that can be used to accelerate the rate of improvement and even breakthrough. In our writings in other books, the authors advocate both the need to improve quality so you can achieve maximum speed and the need to do the things at the same time that allow maximum speed in order to reach the highest Sigma levels of quality. In other words, George concluded, you need both Lean (speed) and Six Sigma (quality) principles and tools to drive improvements and gain and maintain competitive advantage.