
6
On Integrating LSS and DMAIC with DMADV
IN A NUTSHELL
Lean and Six Sigma DMAIC and DMADV are two fundamentally different but compatible approaches to process improvement. They are both very effective methodologies to be applied when the circumstances call for either one. Lean’s objective is to identify and eliminate waste in all processes, while DMAIC/DMADVs’ objectives are to identify and eliminate variation in a process. While leaders do not have to work the mechanics of the LSS tools, they need considerable savvy in the reading and interpretation of each tool’s outputs. Those who prepare well in this area are able to expect teams to use certain tools to answer certain kinds of questions (thereby driving the proper use of tools). Their understanding helps them to challenge some team findings, to coach teams that may get stuck or off track, and to anticipate the tools and data that will be useful in an upcoming review. Integrating Lean with DMAIC/DMADV is the subject of this chapter and offers the best of both worlds for process improvement practitioners that understand the strengths of each and integrate them seamlessly where applicable.
OVERVIEW
The identifying and eliminating waste concepts of Lean and the identifying and eliminating variation concepts of DMAIC/DMADV have been difficult for the process improvement community to merge together in a seamless fashion, if at all. In fact, even today there remains poor understanding of how to make both of these excellent tools work in unison. Lean and DMAIC/DMADV show the individuality of each approach, and the complementary nature of these two unique and specific approaches together makes a powerful process improvement philosophy come alive. The goals of Lean can and do use some quantification; however, the Lean philosophy is predominantly qualitative in nature, and this overarching qualitative approach puts a few core beliefs above all activities. In fact, all activities should be traceable back to one of these qualitative business drivers. These are all activities driven by customer demand, establishing continuous flow of products or services to meet these customer needs, and driving waste out of the process until the customer receives perfection as a result of your efforts. The goals of DMAIC/DMADV are rooted in quantitative analysis and the scientific method. In their book Science for All Americans (Oxford Press, New York, 1990), Rutherford and Ahlgren note: “Scientific habits of mind can help people in every walk of life to deal with problems that often involve evidence, quantitative considerations, logical arguments, and uncertainty … involving four key values: curiosity, openness to new ideas, skepticism, and critical thinking. Curiosity means being filled with questions, seeking answers, and verifying how good the answers are. Openness means being discovery-oriented, even if the ideas are at odds to what is currently believed. Skepticism means accepting new ideas only when they are borne out by the evidence and logically consistent. Critical thinking means not being swayed by weak arguments. Collectively these 4 key values represent the foundation for Scientific Thinking.
Points to Remember
Some of the difficulties that arise in applying the scientific thinking principles are:
- Overcoming resistance to change even when an innovative change is suggested, as it is difficult to get people to try the change and adapt themselves to the new situation
- Satisfying a diversity of viewpoints, as different team members may have varying viewpoints as to what constitutes an improvement
- Thinking that any change using the DMAIC/DMADV process would be an improvement in its own right
- Taking the time to meet the objectives of the problem-solving process once the change is agreed to
- Recognizing when a change is an improvement through proper testing and follow-through
While the above difficulties are real, they can be overcome by using the DMAIC/DMADV problem-solving process outlined in this application and by helping people overcome the roadblocks, which is the true focus of the science and art of this approach. Because all products, services, and outcomes result from a complex system of interaction of people, equipment, and processes, it is crucial to understand the properties of such systems. Appreciation of the DMADV design and verification process helps us to understand the interdependencies and interrelationships among all of the components of a system, and thereby increases the accuracy of prediction and the impact of recommended changes throughout the system. However, a person can use the methods described in this application without knowing the theory behind them, just as a person can learn to drive a car without knowing how it moves. Dr. Edwards Deming once said that one need not be an expert in any part of scientific thinking in order to understand and apply it.
GOALS OF LEAN DMADV
The goals of Lean DMADV have their roots in Lean Manufacturing, a comprehensive term referring to manufacturing methodologies based on maximizing value and minimizing waste in the manufacturing process. Lean Manufacturing evolved in Japan from its beginning in Ford Motor when Toyota built on Henry Ford’s concepts for the elimination of waste and just-in-time stocking to create the Toyota Production System (TPS) in Japan. Many of the most recognizable phrases, including Kaizen and Kanban, are Japanese terms that have become standard in Lean Manufacturing and in the past 10 years or so have rapidly spread to the service, government, military, and not-for-profit sectors.
Lean Design
In today’s globally competitive environment, speed is the currency. Global competition can respond to a market need virtually overnight, and in various and sundry product categories, the ultimate market winners and losers are being decided in a matter of weeks rather than years. To survive in this maelstrom, design teams need to be fast, efficient, and highly effective. True excellence in time-to-market, however, requires cooperation among several functional areas (at a minimum, marketing, design engineering, and manufacturing), along with something that is often in short supply in industry today: discipline. Lean design and development is a process and, as such, can only work if the process is actually used. During the past 20 years, we have worked with countless firms that have a well-defined product development process—on paper. Somewhere on a dusty cobwebbed shelf there is a thick, formal document that describes how the development cycle should proceed. However, this formal process is not consistently applied, critical activities are often waived, and in some cases, the process is abandoned entirely in the interest of “getting the product out the door.” Why this happens is no mystery. Most organizations have adopted a canned development process that either: (1) worked somewhere else and was borrowed, (2) has been bestowed with the title of “best practice” but as history has proven, no practice stays as a best practice for long, or (3) was implemented by an outside consultant that initially made a great sales pitch and many promises, but failed to recognize the unique nature of the firm’s industry, culture, and customers. The result is often an overblown, cobbled-together process that is so cumbersome and restrictive that it just begs to be circumvented.
The solution is a set of Lean design methods that can take you from slow and steady to quick and agile. Each method addresses a different aspect of the product development process: the harvesting of initial customer inputs, the planning of a development project, resource allocation and prioritization, time and workflow management, and several practical techniques for improved organization, communication, and execution. All methods are intuitive, team-friendly, and designed for flexibility. Furthermore, all of the best-known Lean product design methods are intended to guide you toward what we consider to be a waste-free ideal.
So where do you start? Naturally, your highest priorities for improvement will greatly depend on the nature of your specific market situation, but in general, cost reduction (the dimension we are calling Lean 3P) is the most logical starting point. Why? Depending on your business environment, it might be that slashing time-to-market or driving toward higher levels of innovation will give you greater overall benefit. However, reducing manufacturing cost is the fastest and surest way to achieve a measurable increase in profits. Speeding up the development process often requires disruptive changes in how a firm operates, and those changes may impact virtually everyone in the company. Moreover, the benefits won’t be felt for months or years, depending on your typical development cycle time. Cost reduction, on the other hand, can be applied to both new product ideas and existing successful products, requires minimal organizational change, and can yield immediate bottom-line results. Therefore, slashing costs has always been considered a great place to begin your journey toward Lean product design excellence.
There are numerous opportunities to slash manufacturing cost during the Lean design cycle, including:
- Reduce direct material cost: Common parts, common raw materials, parts-count reduction, design simplification, reduction of scrap and quality defects, elimination of batch processes, etc.
- Reduce direct labor cost: Design simplification, design for Lean manufacture and assembly, parts-count reduction, matching product tolerances to process capabilities, standardizing processes, etc.
- Reduce operational overhead: Minimize impact on factory layout, capture cross-product-line synergies (e.g., a modular design/mass customization strategy), improve utilization of shared capital equipment, etc.
- Minimize nonrecurring design: Cost platform design strategies, parts standardization, Lean QFD/voice of the customer, Six Sigma methods, design of experiments, value engineering, production preparation (3P) process, etc.
- Minimize product-specific capital investment: Production preparation (3P) process, matching product tolerances to process capabilities, value engineering/design simplification, design for one-piece flow, standardization of parts, etc.
To positively impact these five critical factors in product cost, we’ve outlined Lean design tools that address all aspects of cost reduction, from capturing early voice-of-the-customer inputs to ensuring a smooth and successful transition to a Lean Manufacturing environment. The Lean design approach offers tremendous flexibility, allowing firms to easily create their own customized cost reduction strategy. Lean design helps its adopters design for profit at the source. A product’s design determines most of a company’s costs and rewards.
Focusing on the design, Lean design helps its adopters realize tremendous increases in profits and market share. Lean design calculates life cycle costs, including the costs of quality, and eventually calculates a sigma number. Design trade-offs can be quickly analyzed to see the effects on total accounted costs. The Lean design approach is becoming a proven methodology that ultimately builds business cases that guide their SSBBs and sponsors to the areas that show the highest returns on investment.
Points to Remember
At the heart of Lean design methods is the determination of value. Value is defined as an item or feature for which a customer is willing to pay. All other aspects of the manufacturing or service delivery process are deemed waste. Lean design is used as a tool to focus resources and energies on designing and producing the value-added features while identifying and eliminating no-value-added activities at the beginning, not years after the prototype is in operation. For the purposes of this chapter, a Lean design is an approach toward a determination of a desired future an organization wishes to achieve. It describes what the organization is trying to accomplish and bring to market.
GOALS OF DMAIC/DMADV
The goals for both DMAIC and DMADV are based upon systematic quantitative approaches to process improvement and process design, respectively. The basic structure and goals of each of these approaches is focused on identification and elimination of variation in both process design and process improvement.
The following is a clarification of the DMAIC process:
- Define: Select an appropriate project and define the problem, especially in terms of customer-critical demands.
- Measure: Assemble measurable data about process performance and develop a quantitative problem statement.
- Analyze: Analyze the causes of the problem and verify suspected root cause(s).
- Improve: Identify actions to reduce defects and variation caused by root cause(s) and implement selected actions, while evaluating the measurable improvement (if not evident, return to step 1, Define).
- Control: Control the process to ensure continued, improved performance and determine if improvements can be transferred elsewhere. Identify lessons learned and next steps.
Overview of How DMAIC Works
The tools of process improvement are most often applied within a simple performance improvement model known as Define, Measure, Analyze, Improve, and Control (DMAIC). DMAIC is summarized in Table 6.1. DMAIC is used when a project’s goal can be accomplished by improving an existing product, process, or service.
DMAIC is such an integral part of both the Lean and Six Sigma approaches that it has been used by the authors to organize the material for a major part of our previously published books, Six Sigma Green Belt Handbook and Six Sigma Yellow Belt Handbook. It provides a useful framework for conducting Six Sigma projects and is often used to create a “gated process” for project control.
Defining How DMAIC Works
| D | Define the goals of the improvement activity. The most important goals are obtained from customers. At the top level the goals will be the strategic objectives of the organization, such as greater customer loyalty, a higher return on investment (ROI) or increased market share, or greater employee satisfaction. At the operation’s level, a goal might be to increase the throughput of a production department. At the project level, goals might be to reduce the defect level and increase throughput for a particular process. Obtain goals from direct communication with customers, shareholders, and employees. |
| M | Measure the existing system. Establish valid and reliable metrics to help monitor progress toward the goal(s) defined at the previous step. Begin by determining the current baseline. Use exploratory and descriptive data analysis to help you understand the data. |
| A | Analyze the system to identify ways to eliminate the gap between the current performance of the system or process and the desired goal. Use statistical tools to guide the analysis. |
| I | Improve the system. Be creative in finding new ways to do things better, cheaper, or faster. Use project management and other planning and management tools to implement the new approach. Use statistical methods to validate the improvement. |
| C | Control the new system. Institutionalize the improved system by modifying compensation and incentive systems, policies, procedures, MRP, budgets, operating instructions, and other management systems. You may wish to utilize standardization such as ISO 9000 to assure that documentation is correct. Use statistical tools to monitor stability of the new systems. |
Overview of How DMADV Works
The following is a clarification of the DMADV process:
- Define: Define design goals that are consistent with customer demands.
- Measure: Identify and measure product characteristics that are critical to quality (CTQ).
- Analyze: Analyze to develop and design alternatives, create a high-level design, and evaluate design capability to select the best design.
- Design: Complete design details, optimize the design, and plan for design verification.
- Verify: Verify the design, set up pilot runs, implement the production process, and hand it over to the process owners.
One strategic objective of any organization is the continual improvement of its processes in order to gain competitive advantage, enhance its performance, and benefit interested parties, such as customers, employees, and shareholders. In many situations, however, improving a process is not a sound business option. Rather, a complete process redesign is required. DMADV is the Six Sigma methodology that focuses on process design/redesign. In Define, the project purpose and scope are established. In Measure, voice-of-the-customer data are translated into critical to quality characteristics (i.e., design measurements) that the design must meet. The project team then generates innovative design concepts, evaluates, and selects the best concept for the design (Analyze). High-level designs are then developed and tested (Design). Verification against design requirements and validation against intended use are followed by transitioning the new design to process owners for rollout, implementation, and control, completing the DMADV methodology. (See Table 6.2.) Another approach, used when the goal is the development of a new or radically redesigned product, process, or service, is DMADV (Define, Measure, Analyze, Design, and Verify). DMADV is part of the Design for Lean Six Sigma (DFSS) toolkit.
Defining How DMADV Works
| D | Define the goals of the design activity. What is being designed? Why? Use QFD or the analytic hierarchical process to assure that the goals are consistent with customer demands and enterprise strategy. |
| M | Measure. Determine critical to stakeholder metrics. Translate customer requirements into project goals. |
| A | Analyze the options available for meeting the goals. Determine the performance of similar best-in-class designs. |
| D | Design the new product, service, or process. Use predictive models, simulation, prototypes, pilot runs, etc., to validate the design concept’s effectiveness in meeting goals. |
| V | Verify the design’s effectiveness in the real world. |
COMPARING DMAIC AND DMADV
On one hand, DMAIC is a process improvement tool that is used to modify a process that already exists and does not always provide the performance that is desired, and provides a foundation for a systematic and structured examination of any process. On the other hand, DMADV is a process definition and creation tool that outlines and uses a systematic approach to define, create, and execute a new process for a situation where no process currently exists. Although DMAIC and DMADV have some similar characteristics, DMADV holds the upper hand where a completely clean starting point to design is needed, instead of a continuous improvement building upon the existing process/system. DMADV promotes creative and innovative thinking to create the best process possible from the customer standpoint. It allows process designers the freedom to brainstorm with the approach “If I had a genie who gave me three wishes and a magic wand that could create the perfect process, then what would it look like?”
Here is an important point to remember: Use DMAIC to improve processes and use DMADV to design new ones.
No matter how you approach deploying improvement teams in your organization, they will all need to know what is expected of them. That is where having a standard improvement model, such as DMAIC, is extremely helpful. It provides teams with a roadmap. DMAIC is a structured, disciplined, rigorous approach to process improvement consisting of the five phases mentioned, where each phase is linked logically to the previous phase as well as to the next phase.
INTEGRATING LEAN WITH DMAIC/DMADV
The worlds of Lean and DMAIC/DMADV (Six Sigma) have been seemingly at odds for many years. This is primarily due to the difficulty of practitioners grappling with the two fundamentally different concepts— identifying and eliminating waste versus identifying and eliminating variation. As different approaches to process improvement, when applied in the proper situation, Lean and DMAIC/DMADV can integrate to form a more powerful tool than either can be standing alone.
Virtually all Lean concepts integrate well with DMAIC and DMADV. Our purpose in this section of the handbook is to focus on special considerations for using the Lean concepts integrated with the DMAIC/DMADV process in any environment, including both methods and tools that are particularly helpful as well as hints on how to model the people side of each phase.
Lean thinking supports two basic disciplines for speeding up the knowledge creation process—short, frequent learning cycles and delayed commitment. Short, frequent learning cycles are the antithesis of thorough front-end planning, but they are the best approach to processes that have the word development in their title. In product development, for example, the typical process is to define requirements, choose a solution, refine the solution, and implement the solution. Although this process is common, it is not the best way to generate knowledge. Conversely, the delayed commitment approach of Toyota is much faster and delivers products of superior quality that consistently outsell the competition. Toyota builds sets of possibilities to satisfy customer needs, and then, through a series of combining and narrowing, the new product emerges. The combining and narrowing process is paced by milestones that define stages of the narrowing process. Milestones are always met, despite the fact that there are no task breakouts or tracking. Decisions are delayed as long as possible, so that they can be based on the maximum amount of information.
However, Lean thinking sometimes has a big blind spot for the most powerful aspect of Six Sigma—its ability to connect business leaders and key project teams in a potent two-way, fact-based dialogue. To see and understand that an exploration of Six Sigma roadmap architecture is needed, Lean tools can be dovetailed nicely into virtually any DMAIC or DMADV project, regardless of the size and scope involved. They can be used to accentuate DMAIC or DMADV concepts and tools, or as some basic stand-alone techniques to produce a vital component of the DMAIC/DMADV project. Table 6.3 illustrates how and where Lean tools can be integrated with DMAIC/DMADV Project Framework.
As demonstrated in Table 6.3, the application of Lean tools and techniques fits neatly into the structured approach of Six Sigma. Whether you are conducting a DMAIC or DMADV project, Lean can play a significant role in either process design or process improvement. Both concepts fit nicely in the tollgate format, and both align with a structured approach, and have at their core the use of root cause analysis (RCA) as a means for driving effective and permanent process improvement.
Root Cause Analysis and Lean
The common crossover point between Lean and DMAIC/DMDV is in the root cause analysis (RCA). The primary difference between Lean and DMAIC/DMADV is that Lean projects can use both qualitative and quantitative RCA analysis, such as the five whys, cause-and-effect diagrams, and failure mode and effects analysis (FMEA), to name a few that are common to both.
Lean Six Sigma Tools for DMAIC and DMADV
| Project Phase | Lean Six Sigma Tools |
|---|---|
| Project charter | |
| Define customer requirements | |
| Identify Lean measures | |
| Define | Lean Kaizen plan |
| Lean value stream map (VSM) | |
| Voice-of-the-customer matrices | |
| SIPOC-RM | |
| KJ tree diagram | |
| Lean benchmarking or scorecard | |
| Current state charts (handoff, spaghetti, process maps, process flows) | |
| Lean quantitative measurements, zero defects/waste | |
| Measure | Lean qualitative measures assessment (quality @ source, POUS, continuous flow, nine waste checklists) |
| Descriptive statistics and data mining | |
| Six Sigma quantitative analysis—Pareto analysis (process defects) | |
| 5 whys | |
| Current state charts analysis | |
| Lean qualitative measures RCA analysis | |
| Lean quantitative measures RCA analysis | |
| Cause-and-effect diagrams and 5 whys | |
| Analyze | Tree diagrams and matrices |
| Process maps/value stream maps | |
| Design of experiments (DoE) | |
| Hypothesis testing (enumerative statistics) | |
| FMEA | |
| Inferential statistics | |
| Simulations and modeling | |
| Apply the “old” Lean tools: 5S, quality @ source, POUS, standardized work, cells, Total Productive Maintenance (TPM), facility layout, single-minute exchange of dies (SMED), batch reduction, Kanban, visual controls, VSM, and Kaizen blitzes | |
| Improve (design) | Create and deploy future state charts (handoff, spaghetti, process maps, process flows) |
| Create future state qualitative measures | |
| Create future state quantitative measures | |
| Lean sustainability—Kaizen action plans | |
| Visual measures deployment | |
| Lean educational plan deployment | |
| Control (verify) | Lean communications plan |
| Basic and advanced SPC | |
| Process FMEA | |
| Process monitoring system |
The idea is to become more acquainted with the Lean RCA toolbox and apply the appropriate tools and technique in order to address a serious Lean workplace situation. Further, since problem solving is an integral part of the Lean management continuous improvement process, RCA is viewed as one of the core building blocks of the Lean organization. In itself, RCA will not produce any results, as it must be made part of the larger problem-solving effort, i.e., part of the conscious attitude that embraces a relentless pursuit of improvements at every level in every department or business process of the organization. In short, RCA is a highly versatile analysis approach that needs some structure in order to be successful. The sheer number of groups of tools available can be enough to dissuade anyone from embarking on analysis.
Groups of Root Cause Analysis Tools
See Figures 6.1 to 6.6.

DMADV/DFSS approach.

DMADV: Overview of Define.

DMADV: Overview of Measure.
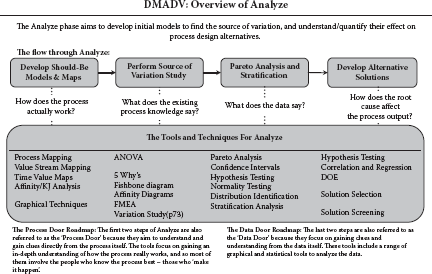
DMADV: Overview of Analyze.

DMADV: Overview of Design.
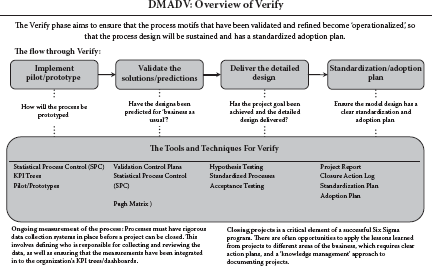
DMADV: Overview of Verify.
SUMMARY
Many organizations first initiate their LSS journey with DMAIC problem solving and improvement, which makes sense for the most part as DMAIC brings rapid improvement to existing process problem areas by quickly returning significant savings dollars and cycle time reductions to the bottom line. And because DMAIC projects often point to problem root causes in the design of products or processes, interest in DMADV (or DFSS, as it is sometimes called) often develops as an offshoot in connection with improvement work needing redesign. Thus, LSS business leaders may find themselves struggling to manage two methods or approaches and roadmaps instead of a unified one. However, the good news is that in a world where “innovate and design” are naturally separated from “improvement work,” a two-roadmap system may work just fine.
In many of our client-related engagements, many of which are profiled in this handbook, design is often interwoven with existing products and processes, and improvement often means revisiting the core fundamental design. In those situations, the SSTs, belts, and champions can waste a ton of energy worrying, “Is this a DMAIC or DMADV project, or both?” When an organization starts to feel that too much time is being spent worrying about the distinctions between DMAIC and DMADV (or is it DFSS?), it may be time to move forward and integrate and simplify things. Experienced LSS practitioners may notice that the thought processes have some parallels, especially in the DMAIC Define and Control phases. While it is tempting, and in some cases even possible, to integrate the approaches in new and creative ways, it is best to use some common approaches with an eye toward caution, as effective integration of the roadmaps requires special attention be paid to the subtle ways in which they are different.
Table 6.4 is a major step in guiding a team toward the correct methodology, no matter where on the roadmap the team was when the project’s nature became clear.
The concluding section of this chapter was summarized in Table 6.4, which depicted a synthesis and integrated view of what happens if the DMAIC and DMADV thought processes are distilled to a high enough level that one map might be laid out instead of two. The “Operational Definition” columns showed the various distinctions that might be important to a particular team, depending on whether its current project was DMAIC or DFSS (or somewhere in the middle). The intended takeaway from this view is that DMA is where many of the DMAIC and DMADV distinctions lie. While they can be overlaid, it is important for each project team member to understand as early as possible where they are on the DMAIC-DMADV continuum. Some projects start out “thinking they are DMAIC” only to find (somewhere in D, M, or A) that they are really more DMADV—or vice versa.
All practitioners appreciate that roadmaps are needed to guide the work in Six Sigma, and that there is an understandable need to simplify and integrate when their complexity starts to get in the way. While considering a “branched” and a “parallel” approach to integrating DMAIC and DMADV, SSBBSs must be armed with as much insight as possible before deciding what is best in their particular environment.
Summary Analysis of DMAIC versus DMADV Usages
| Operational Definition | ||
|---|---|---|
| Lean Six Sigma Critical Thinking Process |
DMAIC (Improvement) |
DMADV (Design/Innovation) |
| Define | ||
| What are the project goals? | Removing waste or reducing a problem in an existing process or work product (e.g., defects, rework, waste, and delays) | Identifying and capitalizing on a new design opportunity as in a new design patent or next-generation product or service |
| The business case? | Reducing costs of poor quality (e.g., rework, scrap, waste) Returning savings to the bottom line | Increasing business net value through new product sales, profitability, market share Bringing increased revenue to the top line |
| Project scope? | Defined and bounded by the problem (focused and narrow) | Defined by potential opportunity for new program or product (broad at the outset) |
| Customers/stakeholders? | Those involved in or impacted by the problem; already familiar players | Internal or external potential “markets” connected with the opportunity; could be new players |
| As-is process? | Studied to reveal: clues about the problem, measurement points, and things not to break in the course of improvement | Studied to reveal: compensatory behavior, lead user “aha’s,” and future trends |
| What are key input and output requirements? | Must-be needs vs. wants, and satisfier requirements—to be sure the solution improves the primary Y while maintaining or improving performance across the board | “Must be” and “satisfiers” as a base, but special attention toward identifying latent requirements; VOC data gathering more widely exploratory |
| The focus and curiosity brought to VOC data gathering is that of a detective looking for what’s important, but also clues about the problem, its implications, and its location(s) | Problems are interesting, but additionally, quirks in how things are done and future trends are pursued for their value in uncovering latent requirements and robust design clues | |
| Identifying and capitalizing on an opportunity (i.e., a new or next-generation product or service) | ||
| Measure | ||
| What are the most important measures and their drivers? | XY prioritization, operational definitions, and measurement systems analysis (MSA) are useful in all projects | XY prioritization, operational definitions, and measurement systems analysis (MSA) are useful in all projects |
| Segmentation based on the location of the problem and its symptoms | Segmentation based on potential locations of the opportunity | |
| What measures to collect? (where, how much, etc.) | Data collected, using the as-is process as the source of facts, to shed light on the root cause drivers (for this project’s focused problem or problems) | Additional measures used to model “prospective value” (e.g., conjoint analysis); data collected, with or without an as-is process, to characterize and prioritize requirements (including prospective latent requirements); as appropriate, data collected or developed through modeling to shed light on design drivers |
| Analyze | ||
| What has the team learned about current performance/capability? | This will apply directly, as there is a great deal more current performance to document and analyze for a typical DMAIC-type project | There may not be a current process for the work under consideration, but generally the performance of a relevant as-is process helps document the state of the art or leading edge |
| What can the team learn from patterns and statistical contrasts in the data? | “Peeling the onion” to get down to root causes and fundamental drivers in order to remove those causes and fix the problem at its core—removing or reducing the waste in the as-is process; the historic/current process data are the key source of data and insight | Understanding the design drivers in order to guide upcoming decisions about which factors will be included in and adjusted to optimize business net value; models, prototypes, and industry benchmarks are key sources of data and insight |
| Can the team verify the root cause or driving impacts of the X’s on the Y’s? | In DMAIC the X-Y connections are part of the known, existing system; the work here focuses on quantifying that relationship | In DMADV, the XY connection may be new and may depend on the solution to be selected; the work at this step may involve prototyping or modeling the XY connection in order to estimate the nature of the relationship |
| Improve vs. Design | Improve | Design |
| What is the best solution/choice? | Selecting among solution options using force field analysis | Some basic design and modeling of solution options may have been started as part of the XY relationship assessment in analyze |
| How should the solution be detailed for best practical implementation? | Some use of modeling, depending on the case | For software, the “coding/construction” happens here—realizing the design |
| How will it work? | Use of SCAMPER, FMEA, and piloting | Continued use of modeling, prototyping/alpha release to predict and/or verify performance and reduce risk |
| Control and Verify | ||
| What factors are important to control over the life of the improvement? | Similar considerations for both DMAIC and DMADV; however, in DMADV, the new designs need to be verified and validated; DMAIC uses DoE and DMADV both DoE and Taguchi loss experiments | |
| How will ongoing operation be monitored at all levels, with control signals at every level? | Process management and monitoring Statistical process control KPI dashboards | |