
Section 3
SSBB Overview
So far in this book we have concentrated on the Lean side of the LSSBB methodology. This section provides a short overview of the SSBB side of the LSSBB methodology. The term Six Sigma was originated by Bill Smith of Motorola when he convinced William J. Weisz, then COO of Motorola, that the standard of performance for all business activities should be 3.4 defects per million opportunities. This was statistically equivalent to plus-or-minus six sigma when long-term drift was considered. Previously, most process control standards were set at plus or minus three sigma, which is equivalent to 66.8 defects per million opportunities. To meet this new, more rigid requirement, Motorola implemented an extensive program, training people on how to solve problems. This program was called Six Sigma; it was the start of a worldwide movement to produce products and services that were near perfection.
The Six Sigma methodology is based upon two concepts:
- Concept 1: The more variation is reduced around the midpoint of a specification, the less chance there is to create defects or errors. (See Figure S3.1.)

Reduced variation around the midpoint.
This is a concept that was well accepted in the 1940s and popularized in the 1970s by Taguchi. As early as the 1920s, Shewhart set the standard of performance in his control charts threat plus or minus three sigma. Motorola felt that Phil Crosby’s zero defects performance criterion was unattainable (and they were right), so they set a specification to a target variation of performance at six sigma. This is known as a process capability of 2.0 (Cp). Motorola felt that over time the process would drift plus-or-minus 1.5 sigma, so the actual long-term process capability target was set for 1.5 (Cpk), or spec to an actual variation target of 4.5 sigma. (See Figure S3.2.)
The change in target variation from three sigma to six sigma is where Six Sigma got its name. At the six sigma level, the long-term process capability results in 3.4 errors per million opportunities. (Note: This is not 3.4 errors per million items/transactions.) This is near to perfection without requiring perfection. It is a goal to seek, not a performance standard that has to be met.

Process drift versus time.
Another important point is that it is related to opportunities, not to the total output. For example, a car could have a million opportunities for failure due to its complexity. In this case, at the six sigma level there would be an average of 3.4 defects per car produced. This is the reason that every car that rolls off the Toyota assembly line still has its breaks checked, to be sure they work.
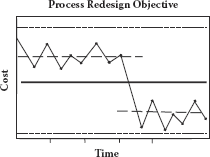
- Concept 2: The lower the costs, cycle time, and error level, the higher the profits, market share, and customer satisfaction. This approach focuses on streamlining the process, driving out waste and no-value-added activities. It was based upon the business process improvement concepts that were made popular in the early 1980s. (See Figure S3.3.)
In this concept, reducing the mean, not reducing variation, is the objective. For example, it is much better to be able to manufacture a part for $100 ± $10 than to manufacture the same part for $500 ± $1. In fact, in some cases variation is welcomed as long as it is on the lower side of the midpoint. Often, investigating these lower levels of variation can lead to additional reductions in cost, cycle time, and error rate.
Another part of the Six Sigma concept is called Lean. This methodology was developed by Henry Ford Sr. in the 1910s where in-process stock was almost eliminated, continuous flow lines were designed, and manufacturing equipment was error proofed. These Lean concepts were further refined by Toyota to develop the most effective auto assembly process in the world. (The Lean concepts were discussed in detail in Section 2 of this book.) Using these two primary concepts as an objective, Motorola needed to define ways to implement them. It turned to Shewhart’s Plan-Do-Check-Act (PDCA) cycle, which was developed in the 1930s and was extensively used in the Total Quality Management (TQM) methodology that was popular in the 1980s and 1990s. In this case, Dr. Mikel Harry from Motorola modified it to RDMAICSI (Recognize-Define-Measure-Analyze-Improve-Control-Standardize-Integrate). Later it was further defined to Define, Measure, Analyze, Improve, and Control (DMAIC). Bill Smith, who became the leader of Motorola’s Six Sigma efforts, felt that the complexity of the problems Motorola was facing required much more sophisticated techniques to solve them. Unfortunately, many of the professional quality engineers were gone from Motorola, and along with them were the needed statistical analysis tools that were part of the quality engineering profession. As a result, Motorola’s Six Sigma program was heavily focused on statistical training and analysis. This resulted in a cadre of special problem-solving people who became proficient in statistical tools like design of experiments. They were called Six Sigma Black Belts (SSBBs).
Reduced error levels.
The Six Sigma methodology has created a special term for people within the organization who have been trained in how to help the organization solve its most difficult problems or take advantage of new improvement opportunities. The key levels are:
- Six Sigma Yellow Belt (SSYB)—Level 1
- Six Sigma Green Belt (SSGB)—Level 2
- Six Sigma Black Belt (SSBB)—Level 3
- Six Sigma Master Black Belt (SSMBB)—Level 4
Six Sigma Black Belts (SSBBs) are highly skilled individuals who are effective problem solvers and who have a good understanding of the most frequently used statistical tools required to support the Six Sigma system. Their responsibilities are to lead Six Sigma problem-solving teams and to define and develop the right people to coordinate and lead the simple Six Sigma projects (Green Belts). Candidates for SSBBs should be experienced professionals who are already highly respected throughout the organization. They should have experience as a change agent and be very creative. SSBBs should generate a minimum of US$1 million in savings per year as a result of their direct activities. SSBBs are not coaches; they are specialists who solve problems and support the SSGBs and SSYBs. They are used as Six Sigma problem-solving team managers/leaders of complex and important projects. The position of SSBB is a full-time job; they are assigned to train, lead, and support the Six Sigma problem-solving teams. They serve as internal consultants and instructors. They normally will work with two to four problem-solving teams at a time. The average SSBB will complete a minimum of eight projects per year, which are led by the SSBB himself/herself or by the SSGBs who they are supporting. The SSBB assignment usually lasts for 2 years. It is recommended that the organization have one SSBB for every 100 employees. A typical SSBB spends his/her time as follows:
- 35%—running projects that he/she is assigned to lead
- 20%—helping SSGBs that are assigned to lead projects
- 20%—teaching either formally or informally
- 15%—doing analytical work
- 10%—defining additional projects
The SSBB must be skilled in six areas:
- Project management
- Leadership
- Analytical thinking
- Adult learning
- Organizational change management
- Statistical analysis
Based upon our experience, most of the SSBB training has been directed at analytical skills. Even the selection of the SSBB is based upon his or her analytical interests. This is wrong. Traits to look for in selecting a SSBB are:
- Trusted leader
- Self-starter
- Good listener
- Excellent communicator
- Politically savvy
- Has a detailed knowledge of the business
- Highly respected
- Understands processes
- Customer focused
- Passionate
- Excellent planner
- Holds to schedules
- Motivating
- Gets projects done on schedule and at cost
- Understands the organization’s strategy
- Excellent negotiation skills
- Embraces change
SSBBs should be specialists, not just coaches. It is important to build a cadre of highly skilled SSBBs. However, they must not be placed in charge of management of the improvement process. SSBBs are sometimes responsible for managing individual projects, but not directing the overall improvement process—that should be the job of management. Don’t just keep management engaged in the process—keep them in charge of the process.
SSBBs are required to have mastered the two Six Sigma improvement methodologies. They are:
- Design, Measure, Analyze, Improve, and Control (DMAIC)
- Design, Measure, Analyze, Design, and Verify (DMADV)
In this book we will only be providing you with an overview of the Six Sigma methodology to understand the basic foundation of this methodology. We suggest you read the book The Six Sigma Green Belt Handbook (Harrington, Gupta, and Voehl; Paton Press, Chico, CA, 2008), which defines in detail the basic tools used in these two methodologies. (See Sections 4 and 5 of this book for a detailed review of the advanced statistical and nonstatistical SSBB tools used in this methodology.)