
Ideation and Research Stages
3.1 Ideation Stage
3.1.1 Sources of Ideas
In the ideation stage ideas about novel process concepts are generated, ranked and the best are selected to be pursued in the research stage. Novel process ideas may be obtained from open literature, visiting conferences and brainstorm sessions.
However, a major source of ideas for new processes is also by focusing on problems of existing processes. But ways to obtain these problems are in my experience far from obvious. I remember from when I was advising senior technologist in a department of advising technologist at a large chemicals manufacturing site that young process engineers would go to the plant managers and ask them what problems they had, so that he or she could solve them that either they said: “We do not have problems, or plant runs fine”, or they said: “Yes, we have a heat exchanger that rapidly fouls, solve that”. Later the young engineer would then discover that it was nearly impossible to even analyse the nature of the fouling or the cause of the problem and that many advising technologists before him had been given the same problem and were also not able to solve it. The reason for this behaviour of plant personnel is that they know that when the young trainee will start, he/she will ask them enormous amounts of questions and/or he/she will come up with a solution to the problem, that will not work and again they have to spend lots of time to prevent that the bad solution is implemented. May be my observation does not hold for other companies or does not hold anymore anyway.
But still here is a hint for obtaining a list of problems from existing plants. Offer the plant manager that you as process trainee are part of the operating shifts for 3 weeks and be part of all five shift groups. When in the shift groups you explain your purpose and listen to the operating personnel about what they know and think about the process. That traineeship will give you lots of insight in process problems.
Another source of ideas is when a conventional existing process requires additional capacity because of market demands. A de-bottlenecking analysis study should then first be performed to determine the bottleneck and so find the lowest cost solution for the capacity increase. The de-bottlenecking analysis study is another very good reason for visiting the existing plant and again be part of the shift operators for 3 weeks. If a process simulation model is available then the actual process conditions and behaviour can be compared with the simulation model and the model can then first be improved and secondly be used to simulate the conditions and flow rates for the increased capacity. With the list of those conditions the bottlenecks may be identified in discussion with the plant managers and other personnel.
Ranking and selecting the best ideas is not easy as in general little information will be available. In Section 3.2.4 an indication is given for information will be generated in the ideation stage to allow a stage-gate assessment. The budget required to generate this information is widely different between companies. Highly innovative companies such as IBM allow each researcher to spend 10% of their time to research their own ideas, without asking upfront an explanation. Other companies have a game-changer organisation with a budget where researchers explain their idea. The game-changer manager then decides to provide a budget to research the most critical elements of the idea. Step by step the idea can then reach the ideation stage-gate. In small companies the budget to research the idea is in general taken by the company director.
3.1.2 Early Technical Risk Assessment and the Role of Process Concept Design
In this section we concentrate on risk identification and assessment in the ideation stage of innovation. A good way to carry out the risk identification is to make a process concept design of the commercial scale process at this stage. The process concept designer can make a process concept design by extracting knowledge from research chemists involved in the idea and by taking assumptions to the best of his knowledge. This process design can then be analysed on uncertainties and lack of knowledge for each part of the design.
What can help in this analysis are the major risk factors determined by Merrow (1988) from 40 commercial scale solids processing plan start-ups. He found that the major risk factors are the following:
New process steps means here process steps that have not been applied at commercial scale for that particular process. So even if a process step has been used elsewhere for a particular application and is now for the first time used for a different substance or different stream then that process step is new. In my career I have seen several process start-ups with a very long start-up time because the start-up team thought they started up a commercially proven process and therefore did not take precaution measures while in reality they started up a new process because the application of the existing process technology was new.
If the new technology has been applied in a different industry branch and is now for the first time applied in the branch of the intended innovation, the risk can be even larger, because different branches have different ways of operating processes and reliable operation may be obtained in one branch in a totally different way.
Here is an example from my own experience. We started up a bulk chemicals process which included a rotating filter with a filter cloth. The filter technology was obtained from a technology provider, who could show records of reliable operation for years for many applications. After 2 weeks the filter cloth was damaged and crystals leaked through it. The process had to be stopped and the cloth renewed. After another few weeks the cloth was damaged again and the process had to be stopped again. In bulk chemicals processes have to run uninterruptedly for 4–6 years, so these stoppages were really a large problem. The technology provider was consulted about the filter cloth life time. After his/her consultation of the filter users, which were all in the food industry, it appeared that in the food industry applications the filter was cleaned every week and in the cleaning time the filter cloth was also renewed. The real filter cloth life time was unknown, but it was expected to last for a few weeks.
Lack of stream composition knowledge is a major risk factor. It involves every stream in the process – both mass streams and heat streams. Lack of knowledge means furthermore lack on the composition of each stream and lack of the size of each stream. The process concept design can be used to estimate the lack of stream composition knowledge for each stream.
This lack of knowledge causes in general over and under sizing of equipment. It can mean that plant product specification is not met, or design capacity is not met and/or plant energy efficiency design target is not met.
But more importantly this lack of stream composition knowledge can have the consequences that the wrong construction material is chosen, resulting in rapid corrosion, that catalysts fail due to poisoning by trace components, that separations such as distillation or extraction fail; due to foaming or froth formation by components with a preference for interfaces.
What also can happen with grave consequences is that unknown impurities end up in the product and may at first instance not even be noticed by the existing analysis methods. At the client however they can create all kinds of problems. They can for instance cause colourisation of the product. Even parts per billion amounts of impurities can already cause this effect. They can also create fouling or foaming in the process.
Lack of trace component knowledge often happens with waste water treatment steps, where often the waste water feed stream has a composition different from previous feed streams due to a new process implementation with its new waste water effluent (Merrow, 1988).
Lack of knowledge on trace components, that are not noticed in the research stage, but that can build up in recycle streams of the real process. This is an even larger risk. Often this build-up, which can take months, or even years, means in the end that corrosion and or fouling occurs. If the new commercial scale plant is directly build, so with no integrated pilot plant, then this lack of knowledge can threaten the performance of the plant in such a way that the plant continues to operate poorly or needs major re-design (Merrow, 1988).
Solids processing is another important risk factor. It is about crude feeds such as in biomass processing or in metal ore processing is the largest single risk. The solids have the tendency to stick, plug and flow unevenly and go where they should not go. It is also about solids formed in processes, such as in biotechnology processes, where micro-organisms are formed and in polymer processes. The process concept design will reveal all solids processing parts.
The process concept design may be modified to avoid or reduce the sections where solids are present, so that the risk of failure is significantly reduced.
Moving and rotating equipment is also a risk factor. Merrow (1988) also reports most frequent equipment failures summarised in Table 3.1.
Table 3.1
Equipment Failures as Percentage of the Plants Where This Occurred (Merrow, 1988)
| Equipment | Plants Failure % | Comment |
| Pumps | 31 | Seal failure in most cases |
| Valves | 28 | Incomplete shut off |
| Dryers | 19 | Failure because material shows slightly different behaviour |
| Compressors | 17 | |
| Agitators | 17 | |
| Conveyors | 14 | Failure due to material different from intended originally |
The total percentage is >100% because several plants had more than one type of equipment failure.
What all these equipment types have in common is that they have rotating (moving) parts. Table 3.1 also suggests that processes with a high number of rotating or moving equipment and valves have a higher risk of failure.
The process concept design will show the number of these equipment pieces.
This information is also useful in reducing risks. By making the concept design such that no or few rotating equipment pieces are needed the reliability of the commercial scale process will in the end be higher. This can for instance be achieved by function integration in a single piece of equipment, such as in reactive distillation. This type of design is described in Section 3.2.3.3.
In conclusion risk assessment of commercial scale implementation can be assessed at the early innovation stage using the major risk factor assessment of this section.
3.1.3 Early Stage Knowledge Gap Analysis and Risk Assessment
Each company has its own strengths and weaknesses in process innovations. To assess the risk of a particular innovation it is very important to know the capabilities, strengths and weaknesses of your own company in relation to the envisaged innovation. Determining these is not an easy task because a lot of this knowledge is not written down but is so-called tacit knowledge in the heads of experienced people in your company. It is therefore advised to ask experienced process development people in your company: What do you consider the largest risks of this new process and what are the ways to reduce these risks to acceptable levels. The checklist given in Table 3.2 should also be of help to identify the risks for the specific process innovation.

If the own company scores negative for a certain item and for an identified outside company the score is positive then a bilateral open innovation could be considered. If several items are negative for the own company and positive for outside companies then a multi-partner open innovation could be considered. However, joint developments also have their own risks; see the Section 3.1.4 below. It is therefore recommended to first explore changes to the process concept design in such a way that it falls inside the company’s own expertise and competences. If this is possible without large economic consequences then that is the preferred direction to go. If obtaining the required competences is considered to be too time consuming or costly the project may be terminated.
3.1.4 Co-Operation with Innovation Partners
In answering the question to have an innovation with partners or not it should be considered that joint research and development also contains some risks. The risks are the following:
– Miscommunication, for instance because the same words, such as scale-up, research, pilot plant have very different meanings in the two companies.
– Lengthy contract negotiations before and during the research and development slowing down the innovation rate.
– Loss of intellectual property and intellectual property rights.
Therefore the following steps are advised before entering a full joint venture on innovation.
Step 1: Do you have all capabilities in your company to scale-up the novel process to a successful implementation, as tested by using the checklist of the previous section? If not, then first of all it should be explored whether concept design can be changed in such a way that it falls within the own company’s expertise.
Step 2: If that is not the case then it should be explored whether the information can be purchased for instance by contract research with a contract research organisation with clear clauses on intellectual property disclosure and rights.
Step 3: If Steps 1 and 2 are not sufficient and a joint collaboration on research and development is considered then it is good to know that in my experiences collaborations between product manufacturers are often not successful, due to engrained differences in culture to do research and development and business in general, causing continuous misunderstandings and even fights and stale-mates. Collaborations between manufacturers and well-established technology providers however are in general successful, because they have clear and different business purposes and turf fighting hardly occurs.
Step 4: If Steps 1–3 are not successful then a pre-competitive open innovation platform can be joined, where a broad technology field is explored in which the specific own process fits in to some extent. The own process will then in general be not disclosed, but the broader knowledge generated in the open innovation platform can be used to build up the necessary knowledge and capability to solve the specific problems of the specific process.
3.1.5 Process Route Selection
Process route selection in the ideation or early research stage is also an important element of efficient innovation. Choosing the best process route early in the research stage means first of all that no effort is wasted on poor process routes, so it is an efficiency measure. However, because it is done at the early research stage little information is available for the selection. The process route selection method presented here is based on the observation that feedstock cost is a major cost element in the overall cost. In chemicals processing they are 70–90% of all cost. This means that product yield on feedstock is a major parameter for selecting process routes.
The second major cost element of processes is capital investment costs. An accurate capital investment cost determination in the early research stage is however very difficult, as a realistic process design cannot be made due to lack of information. However capital cost strongly correlate with the number of reaction steps and with the number of major separations involved. The number of reaction steps involved are in general easily determined and the number of major separations can be derived from the by-product streams involved and whether or not single-pass feedstock conversion is complete or not.
A third element is the research and development cost and time involved to bring the process route to commercial scale implementation. The estimation of these cost and timing correlate with the number of relevant critical aspects involved. The critical aspects can be derived from filling in Table 3.2. An estimate of the cost and timing required for the whole research and development can be done by experienced process research and development employees. Experts outside the company may also be consulted to estimate the research and development time and effort required, but as they, in general, don’t know the company’s innovation competences they will be of limited value.
3.1.6 Ideation Stage-Gate Decision
At the gate between the ideation stage and the research stage a decision has to be taken whether the process idea should be pursued or be terminated. In large companies a decision will be taken on the whole portfolio of new process ideas. The ideas that are sufficiently promising will first be selected. Then a ranking will be carried out and the top options will pass the gate. The total budget available for process research will determine how many process options will be researched.
The selection and ranking will be carried out by a panel of experienced research and development managers and business managers based on the information provided in reports. The reports will in general contain the following (Harmsen and van Eck, 2004):
– A rudimentary description of the process concept
– Proof of principle experimental evidence
– Strategic business fit of product
– Intellectual property position
– A safety, health, environment assessment
A process concept design will at least contain a block scheme with input and output flows. Preferably the potential feedstock sources and product destinations are provided (Harmsen et al., 2012). Sometimes the input sources and the output are not completely known but only that the feedstocks and products are available on the market. In cases where the feedstock and or product is not on the market, indications will be given how these feedstock sources and or product destinations will be found. For instance by searching for alliance partners who may be able to provide the feedstock or buy the new product.
The advantages of having a process concept design in this very early ideation stage are that it helps to identify information needed, which helps to plan the research stage. It helps to communicate the idea, and it helps to indicate the technical feasibility and economic advantages over the present conventional process. Figure 3.1 shows roles of process concept design in generating the information flows.

Proof of principle experiments are in general laboratory scale experiments in which the new concept principle is proven in some way. It may show that the reaction of feedstock with the catalyst produces indeed the desired product. It may show that the new separation principle has indeed separation selectivity.
A fit the business strategy has to be shown, if the idea is about a new product. If it is an idea of a new process for a product produced already by the company then it is of value to check, whether the company wants to extend the market. Some caution is however needed here. The business section may say that they have the long-term view that the market will not grow and or also that the market share will not be increased. But this view can often and rapidly change. It is sometimes better to show the large potential of the new idea for product cost reduction and product quality increase to the business and not ask for a long-term business view.
The intellectual property position should also be indicated. A rapid patent search will show whether the idea is novel or not. If it seems to be novel a thorough patent search should be part of the proposed research programme. If patents exist then it should be reported, when the patents were filed and who owns the patents. The research proposal should contain a plan on how to deal with those patents. Should an alliance be made with the owner or should the research be directed to avoid patent infringement?
Also the own intellectual property position and policy should be determined. If the company decides to generate patents to protect their innovations then additional experiments may be required to cover a wider scope for the invention. For technology providers and contract research organisation patent generation is often important to generate new business. For product manufacturers patent protection may be important, but often free to apply their own inventions is even more important. Often if it is decided not to pursue patents the inventions are published to obtain that freedom of action.
A rudimentary economic evaluation in general helps to sell the research plan to obtain budget. Because only a proof of principle experiment is available the economics can only be preliminary and rudimentary. For a novel (catalytic) reaction an indication of a potential feedstock cost reduction compared to the reference case and existing process may be reported. For a novel separation capital cost savings and or energy savings relative to the reference case may be reported.
A preliminary safety, health, environmental (SHE) assessment will be made. A list of components and their SHE properties should be listed and a comparison with the reference case should be made, to show that the new idea has lower SHE risks than the reference case. If the risks are higher then it will be hard to pursue the idea even if on other aspects such as cost the idea is beneficial.
All major critical items for success should be stated in combination with the research items to address these critical items and reduce their risk to an acceptable low level. Identification of these risks for the new idea is not trivial. Experienced process developers should be consulted to obtain the list of critical items. Table 3.2 can be used as an additional checklist to identify critical items.
An estimate of the research effort and timing involved can be made by using the critical items for success as starting points. In general this estimation is too optimistic. It is therefore useful to have regular progress meeting in which the actual progress made is compared with the estimated timing. In review meetings with the management improved estimates of effort and timing will be presented and agreement obtained.
It is also very useful to outline the steps to commercialisation. Options for partnership later in the development can be stated and discussed and preparations can be started.
The report will be send to the panel prior to the meeting. At the meeting the basic idea and a summary of the critical items with the research plan should be presented, followed by a discussion and finally a decision should be made.
3.2 Research Stage
3.2.1 Determining Potential Project Showstoppers
Determining potential project showstoppers of a new process is the most important part of the research stage. Because if it appears that these potential showstoppers appear to be real by performing experiments then the process innovation project can be stopped and large amounts of money and research capacity wasted is prevented. Often the process concept is modified in such a way that the showstoppers are removed. If the incentives of the modified concept are still sufficient then the project can be redefined and continue.
Here are some methods to determine potential showstoppers:
a. Make a process concept design containing all input streams and all output streams and make sure that it contains all process steps connecting all input streams to all output streams (Douglas, 1988 Harmsen et al., 2012 Seider et al., 1999).
b. Interview experienced process designers and process developers of the company and ask them what they think are potential showstoppers of the process concept.
In making the process concept design many assumptions will have to be made, because several pieces of information will not be available yet. The assumptions which are key to the success of the process concept are all potential showstoppers.
Experienced process designers have a lot of tacit knowledge that becomes active when showing the process concept design. They will highlight many areas of concern and may also state: This will never work. Their knowledge also concerns the capability of the own company to develop and design the process concept. So this knowledge will also reveal whether the own company can develop this process.
Perhaps a word of warning to invite external academics to judge the feasibility of the concept. Often they will state that the concept is not feasible and then give one or more reasons why the concept is not feasible. The best way of dealing with this advice is to write down all the reasons why it will not work and then test these reasons experimentally at a later stage in the company. What in general is not fruitful is to start a discussion on the reasons why it cannot work.
3.2.2 Testing for Showstoppers
The experimental test of the potential killing element should be done in such a way that it is convincing the experimenter and his/her management that the new idea is based on either a real physical and or a chemical phenomenon or not. This experiment is often called proof of principle experiment. Because in the early research stage little money is available, it will take ingenuity to execute the experiment with little cost. Companies with a prominent innovation strategy often let researchers spend 10% of their time and budget on these types of experiments without writing a proposal upfront. This allows the researcher to feel free to carry out experiments with a low chance of success but potentially with a high commercial impact.
3.2.3 Concept Design
3.2.3.1 Role of Concept Design in Research Stage
Concept design in the research stage serves several purposes. By designing the process concept gaps in information for a reliable design appear. These gaps have to be removed by research. So concept design helps in identifying what needs to be researched. Concept design also facilitates an assessment on safety, health, environment and economics, as the design provides information on what chemicals are used at what conditions, sizes and compositions of input and output streams and required process steps are defined.
3.2.3.2 Guidelines
Rather than providing a prescriptive rigorous method for process concept design some guidelines are given, as innovative process concept design has to do with creativity and should not be hindered by fixed methods. Here are therefore guidelines for concept design for innovative processes including process intensification concepts. The guidelines follow the design cycle:
3.2.3.2.1 Guidelines for Problem Definition
First a so-called primitive design goal will be defined. It simply states the design purpose. If an innovative process is desired to improve on an existing process for an existing product then it is important to set a challenging design goal. An example is: Design a novel process for the production of product P which has 50% lower total cost and has a factor 4 lower environmental impact than the best conventional process for the same product.
There are two reasons for stating a challenging design goal for the process concept design in the research state. The first reason is that in later stages of the process development additional problems will appear requiring additional cost to solve them. If the process concept has not a challenging target the chance is large that at the end of the process development the new process is only marginally improved on the conventional process and then often the decision is taken not to commercialise the new process as it always has some risks which cannot be taken given the small improvement. This then means that all research and development effort has been in vain. The second reason is that a challenging design goal will force the research team to come up with new ideas and new concepts, because they know that small improvements alone are not sufficient to reach the design goal.
It is also important to choose a very good reference design of the best conventional process. By doing so it is easy to highlight and communicate the large improvement of the new concept over the conventional reference design. In some cases choosing a good reference process design can be difficult, for instance if also a new product is involved. Then a reference process should be chosen for a product with a similar functionality or similar usage.
Second the design system boundaries also called design scope will often be defined. For breakthrough innovations often the system boundaries have to be larger than the conventional process, allowing for more synergy between various design sections. The system level list of Chapter 2 may be of help to define the larger design scope.
The reference case will also help to define the design system boundaries. If for instance the conventional reference process produces large amounts of waste water, which is seen a major item for improvement, then it is attractive to define the system boundary of the new concept such that it has an output of clean water directly usable as boiler feed water.
Figure 3.2 shows all inputs and outputs of the new process which helps to define the system boundaries. Figure 3.2 can be a simple square symbolising the process and all input and output streams are shown as arrows to and from the block. Each stream can be given a name and a stream table can be added to show the composition of each stream.

Simple checks to see whether indeed all inputs and outputs have been defined can then be done using atom balances and mass balances. Atom balances are in particular very useful to identify whether output streams have been forgotten. An example is a novel process with biomass as input. Biomass contains next to carbon, hydrogen and oxygen, also sulphur, potassium and other atoms. All entering atoms will have to leave the process. If the desired product does not contain these atoms then at least one other output stream has to be defined containing these atoms.
Third some stringent safety, health or environmental constraints can be defined. If for instance the reference process uses very hazardous chemicals, such as phosgene, which jeopardise the license to operate the conventional process, then as a constraint it can be stated not to use very hazardous chemicals.
3.2.3.2.2 Process Synthesis Hints
Process synthesis is the generation of process design solutions. Often this happens by the exploratory chemist when he/she designs experiments for the new process. Here are some hints for her (or him).
Hint 1: Do not use solvents.
When considering using a solvent; do not, but rather use a feedstock of the envisaged process, the product, or a mixture of the two to perform the dissolving task.
Hint 2: Do not use water but rather consider using a feedstock or a product, or a mixture to perform a washing or extraction action.
Hint 3: Do not use a stripping agent such as nitrogen but rather consider (vacuum) distillation to remove a component from a mixture.
The reasons behind all these Hints 1–3 are that when using an additional component, this component will need safety, health and environmental measures, and it will need additional storage and thereby adds to cost. When using water or nitrogen, it will create an outlet stream which needs to be cleaned so additional equipment, adding to capital cost and variable cost will be needed.
Hint 4: Use a catalyst to perform a chemical synthesis rather than use stoichiometric reagents, such as a base and an acid to perform reactions to the desired product. If higher temperature and/or pressure are necessary to be able to perform the synthesis then that is still preferred over the use of acid and base.
The reason for this hint is that when using a base and an acid step a salt is formed, which in general will be a waste product of negative value, because of disposal cost.
Hint 5: Do not use very toxic reagents such as phosgene to perform reactions. In a later stage of research or development when it becomes public, by patents or otherwise, that the company is developing a new process with these toxic components, society will react negatively and in the end the new process probably will not be implemented for this reason.
3.2.3.3 Process Synthesis Design Using Functions
A very simple and effective method of process synthesis design is by using functions. A function states what should be done. It does not state how it should be done. Examples of process functions often used are the following:
A process design can then be simply made by drawing function blocks and connecting the blocks by streams drawn as arrows. Often such a function block design enhances the creativity, as the blocks can simply be changed and moved around. By also stating typical temperatures and pressures indications can be obtained which blocks may be combined in a later stage into a single piece of equipment. Figure 3.3A–D shows an example of the sequence of these steps.
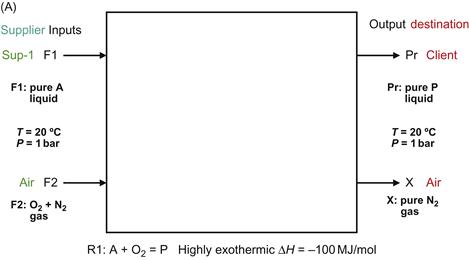

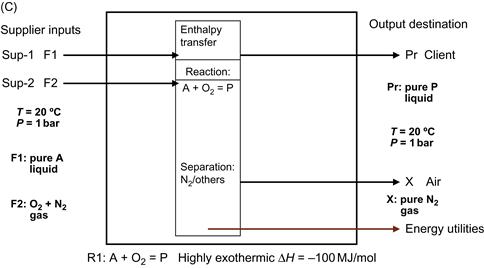

Figure 3.3 (A) Functional design example scope: input and output streams. (B) Essential function identification. (C) Function integration – one attainable region: temperature, pressure and chemicals? (D) Equipment concept design reactive distillation.
The functional block design also shows the internal process streams. These streams can also be a source of creativity. They can be used to perform certain functions, such as extraction or dilution, or act as a solvent.
After the process function design is finished specific equipment can be selected or defined to execute the functions. As a functional description for each piece of equipment is available the equipment selection can be made using criteria on safety, health, environment, social acceptance, easiness to scale-up and economics.
Sometimes even for simple functions like mass movement creative solutions may be found avoiding a pump or a compressor by using pressure differences or height and gravity. Sometimes gas upward movement or liquid downward movement in a distillation column can be used in this respect.
In the early research stage this functional design has large advantages over a design based on unit operations. The functional design is quickly made, can be communicated easily with people not skilled in process engineering and allows more creative designs in particular when functions are combined or when functions are obtained by non-conventional means such as pressure difference between blocks for mass movement, rather than directly choosing a pump or compressor. Even more importantly only essential functions for the design are chosen, so that the design is lean.
The classic example of the advantages of using functions in concept design is the Eastman chemicals methylacetate process where at least eight functions were identified which in the end could be combined into one reactive distillation column and thereby saving 80% of capital cost and energy required (Siirola, 1995).
Another example is from the fine chemicals industry where Glaxo-Smith-Kline designed a new process by identifying the essential functions heat exchange and reaction and by combining these two functions in a high heat exchange continuous pipe reactor. The new reaction design did not use a solvent and required a reactor volume of 4 L and a residence time of a few seconds, while the existing conventional process was a batch reactor in which cooling was obtained by evaporating a solvent and using an overhead condenser/heat exchanger. The batch reactor temperature was controlled by slow addition of one of the reagents. The volume of the batch reactor was 6000 L, with a residence time of about an hour. Because of the long residence time by-products were formed. These were not formed in the high heat exchange reactor (Gonzales, 2001).
3.2.3.4 Reaction
The reaction section is often a very important part of process concept design, as it determines the overall yield of product on feedstocks and it often affects other parts such as separation and utility requirements. For the reaction section concept design it is of great use to have a reaction scheme of the main product and the major by-product and to know whether the reaction easily proceeds to the desired conversion or whether an equilibrium reaction occurs. It is also of use to have a value of the reaction enthalpy.
A good expert system is READPERT (Schembecker, 1999), which is part of the process synthesis expert system PROSYN (Schembecker, 1994).
Here are some guidelines for concept design directly derived from the reaction scheme and reaction enthalpy.
3.2.3.4.1 Reaction Cases with no By-Product Formation
If the reaction is first order in feedstock go for very deep conversion and choose a plug flow reactor.
In this way no or a very simple product purification section is needed.
If the reaction is first order in the product such as in fermentation reactions where the microbial growth is first order in the concentration of microbes, choose a back-mixed reactor.
If the reaction is exothermic and the reaction enthalpy is large then an interesting option is to go for an adiabatic back-mixed reactor for a reasonable conversion say 90% followed by a pipe reactor to complete the conversion. In this way the feed is cold and the product is hot and heat can be recovered at a high temperature. In fact furnaces for steam generation are designed this way.
3.2.3.4.2 Reaction Cases with By-Product Formation by Consecutive Reactions
For these cases the reaction conversion should be very limited so that by-products are hardly formed. In the separation section the feedstock should be recovered and recycled back to the reactor. Sometimes reactive distillation can be employed, so that the product is directly removed from the reaction section and the consecutive reaction does not occur.
3.2.3.4.3 Reaction Cases By-Products by Parallel Reactions
For parallel reactions the relative order of the product reaction over the by-product reaction on the feedstock component has to be known. If the order of the product reaction is higher than for the by-product reaction then a plug flow reactor will show a better selectivity and hence should be chosen. If the relative order of the product reaction is smaller than the by-product then be a back-mixed reactor or a plug flow reactor with the feed component fed distributed along the plug flow reactor.
3.2.3.4.4 Reaction Cases Specialty and Performance Products
For specialty and performance products the product quality and the reactor hydrodynamics are related to each other in a complex way. Examples are polymers formed by suspension polymerisation or emulsion polymerisation. The most common reactor used for these processes is a mechanically stirred reactor operated batch-wise. The scale-up is done in general empirically by going step by step to larger reactors typically starting at 0.001 and then to 0.1 to 10 to 100 m3 at each scale the recipe and the stirrer speed are adjusted to obtain the same product performance. This process development is lengthy and costly and can easily take 5–8 years.
Recently micro-reactors have been used to reduce the length and cost of the process development (Harmsen, 2013b). The benefit of this reduced development time was estimated to be 100 m€ net present value.
The large advances of the micro-reactors are that:
A: The heat transfer capacity is so high that no temperature gradients occur inside the reactor.
B: Experiments at very small laboratory scale can be carried out, which are meaningful for the large scale behaviour. So all effects of recipe conditions can be determined and optimised at laboratory scale. Detailed models are not needed for scale-up purposes.
C: At larger scale the dominating reactor parameters, reactor diameter, length and residence time are kept the same, so that the scale-up performance of the large scale can be directly predicted from the small scale.
D: De-micro-reactors can be operated batch-wise or continuous. When operated batch-wise a recycle stream is employed over the micro-reactor.
3.2.3.5 Separation
Treating the subject of separation concept design in full is too large for this book. A good book on industrial separation concept design is by de Haan (2013). A good expert system is PROSYN (Schembecker, 1994). A case using this method is shown by Harmsen (1999).
Here are some guidelines for selecting feasible and attractive separations derived from his book:
Guideline 1: Apply functional block flow diagrams first to link inputs to outputs.
Guideline 2: If the process capacity is large then use easy to scale-up separations with a low exponent for cost scale-up, such as distillation and absorption.
Guideline 3: If the process capacity is low then use separations with a linear exponent for cost scale-up, such as membranes.
Guideline 4: If two pure products have to be produced use two separations rather than one.
Guideline 5: Check product stability for temperatures used in the separation, that is distillation.
Here are some additional guidelines derived from my experience in the industry:
Guideline 6: Use sloppy distillation options in combinations such as a flash, or (combinations of) distillation columns, rather than liquid–liquid extraction or stripping with a gas.
Guideline 7: Use process synthesis methods and expert systems such as PROSYN to design the separation sections.
Guideline 8: For removal of trace components consider adsorption.
3.2.3.6 Safe
The major guidelines for safe process concepts are provided by these three principles:
Principle 1: Avoid means do not use an additional chemical or solvent if this can be avoided. Often the addition of a solvent can be avoided by using an available stream inside the process. If a solvent or chemical is avoided then also the handling and storage of that chemical is avoided. Thereby all hazards associated with that storage and handling are avoided.
Principle 2: Keep it small means small hold-up of reactive and dangerous substances in the process, so that no explosion can occur and emission hazards are small. It also means a lower number of equipment, which in turn means a low number of flanges and valves, by which less diffusive emissions occur and fewer failures occur. It also means low number of chemicals by which less storage is needed, less unwanted interaction can occur and training for safety and health is easier.
Principle 3: Control means that under all conditions the process is in control. In general flow systems are easier to control than static systems like storage tanks and batch reactors. In open flow systems rapid pressure build-up cannot so easily occur. Inherent temperature control by evaporation, boiling system, so no or delayed runaway behaviour is obtained, is another way of control.
3.2.3.7 Socially Acceptable
A large survey on social acceptance of process industries revealed that the social acceptance of specific industries all depended on the public perception of safety of that particular industry.
The major guideline for socially acceptable design is therefore that the new process has to be known to be safe. This means that the process is safe and the public knows that it is safe.
3.2.3.8 Low Cost
The largest cost part of the total cost is in the majority of design cases the feedstock cost. This then means that first of all the yield of product on feedstocks should be as high as possible. This is in turn means that the selectivity to the product in the reaction should be as high as possible. So the concept design should be focused first of all on this goal.
The other major cost items depend on the product type and production scale. For bulk products and very large production scales (>10 kton/year) the major cost items are capital cost and energy. This means that function integration such as in reactive distillation is attractive, as this type of design saves both on capital cost and on energy (Harmsen, 2007).
For pharmaceuticals and performance products the research and development cost are a major cost element and also the time to market is a major benefit element as patent protection for the new product is for a limited number of years. Here rapid scale-up is very important. This means that all equipment should be chosen with easiness of scale-up in mind. Micro-systems are then important as scale-up is relatively easy.
Often existing process equipment, either in house or at toll manufacturers, can be used to speed up the development to commercial scale production.
3.2.3.9 Analysis
In the analysis step of the design cycle the preliminary design have to be analysed on safety, health, environment, social acceptance and cost.
For safety toxicity data of the used components should be listed and some information on the runaway behaviour of the reactions involved should be provided.
For human health toxicity data of used components should be listed.
For the environmental impact analysis a qualitative comparison with the reference design can be made to see whether the new process has a lower environmental impact or not. Often that is sufficient in the research stage. A quick scan LCA can also be useful (Harmsen, 2012, p. 71).
For the economics the earning power (EP) method is a useful method. The simplest earning EP0 can be directly determined:
![]()
If EP0<0 then the project should be stopped or quickly ways have to be found to reduce the feedstock cost.
For conceptual process design involving crude biomass the transport cost can be an important cost item. In that case it can be considered to include the transport cost in the feedstock cost, so the feedstock cost is delivered at the gate.
3.2.3.10 Evaluation
The process concept design with its analysis is an important piece of information for the stage-gate decision to go to the development stage. More details on this stage-gate decision are found in Section 3.2.6.
3.2.3.11 Reporting
Reporting is an important aspect of process concept design. Table 3.3 shows a content list which can be used as a format to make sure that all major aspects are covered.
Table 3.3
Process Concept Design Report Elements
| Content Item | Description |
| Project design name | Unique name to design project, to avoid confusion in communications |
| Project goal | Clear statement of project goal |
| Safety, health, environment constraints | Major constraints are listed |
| Required product output | Products quality specifications, production rate, market/clients envisaged |
| Other outputs | By-products and effluents specifications and potential destinations |
| Required inputs | Input specifications and rates of all streams and utilities and list of potential external and internal company suppliers |
| Economics | Feedstock cost and sales revenues. Capital cost and energy relative to reference case or crude estimates |
| Safety base | Runaway behaviour laboratory experimental results toxicity data |
| Health base | Health hazards components data |
| Environment | All streams from and to the environment specified |
| Social acceptance | Social acceptance information of process and products |
| Research quality base | Properties quality, design accuracy, mini-plant results |
| Process description | Process block flow diagram with all inputs/outputs, technologies, special conditions (temperature, pressure). Operation: batch/continuous |
| Novel elements | List of novel process elements with feasibility statement commercial scale |
| Feasibility assessment | Economic, safety, health, environmental, social and technical |
3.2.4 Role of Modelling and Simulation
Predicting the behaviour of processes in relation to design parameters is in general very difficult. This is due to the complex nature of the processes. They are complex because:
First of all the effect of design parameters on the performance of individual process sections such as reaction, separation are strongly non-linear, meaning that the effect of a parameter on the performance depends not only on the value of that parameter but also on the values of the other parameters and the theoretical description of performance in relation to the parameters is often inaccurate or even uncertain. This is particularly the case when gas–liquid or liquid–liquid phase systems are present in combination with turbulent hydrodynamic conditions.
Secondly the individual processes sections influence each other’s behaviour because they are connected by mass and heat flows often containing recycle flows.
Thirdly not only the steady-state behaviour is complex, also the dynamic behaviour of the process performance is complex.
Fourthly not only the process performance is important but also the process capital cost and the energy required is important and has to be optimised in combination with maintaining the desired process performance.
The role of process modelling and simulation is now to simulate the process performance in relation to design parameters so that optimum design parameters to obtain the desired performance while minimising on energy and capital cost. In the last 30 years enormous progress has been made in process modelling and simulation to aid the process concept designer. Table 3.4 shows some major types of simulation packages available from vendors, their purpose and their limitations.
Table 3.4
Types of Process Modelling Simulation Packages
| Packages | Purpose | Limitation |
| Process flow sheet simulation steady-state and dynamic | Optimisation | Not for novel equipment concepts. Not for multi-phase turbulent behaviour |
| CFD | Simulate complex fluid flow behaviour | Not for gas–liquid and liquid–liquid bubble or droplet size prediction |
| Pinch software | Energy minimisation | Not for dynamic behaviour prediction |
Many process flow simulation packages, also called flow sheeters, are now available on the market. They have libraries for unit operations and for predicting physical properties. They have also optimisation routines so that for a defined design target and design constraints they can determine optimum design parameters.
The limitations of these packages are first of all when a novel process step concept involving combinations of functions in a novel way is researched, that then the concept cannot directly be simulated with the package. When knowledge of the mixing, residence time distribution, mass transfer and/or heat transfer is becoming available then by smart combinations of existing library models sometimes still the process simulation package can be used.
Custom made models for these new process sections often can be made by a modelling department inside the company or by an outside modelling contractor company.
Model predictions using flow sheeters are very sensitive to the values of the physical properties such as phase equilibrium. This equilibrium can be predicted with special modules of the simulation packages. However if the mixtures contain polar components and or components that form hydrogen bonds then these model predictions can be wrong. If phase equilibrium for these types of mixtures is predicted by the modules then model validation with dedicated phase equilibrium experiments will be needed.
Also the whole simulation model has to be validated using integrated pilot plant tests with the same process sections and recycle flows, before it can be used to design the commercial process.
Computational fluid dynamics (CFD) packages can now be obtained from vendors to predict complex flow behaviour often in combination with complex geometries. For one-phase flow these packages are in general very suitable.
For multi-phase flow and in particular for gas–liquid and liquid–liquid phase systems however the CFD models are in general very unreliable for predicting bubble and droplet sizes. This is caused by two different phenomena. First of all the real chaotic turbulent behaviour is modelled in the CFD using approximations. For the large scale eddies the model predictions are in general reliable. However for the small scale eddies in particular near the vicinity of a flexible surface the models are inaccurate. Secondly bubble break-up and bubble coalescence are very complex phenomena, where often trace amounts of components present in the two-phase system show a preference for the interface and then either enhance coalescence or prevent coalescence. Because of this the model predictions for bubble and droplet size are often totally wrong.
This field is extensively researched by many academic groups for over 30 years, but the progress is slow. For a comprehensive review of the present status of two-phase flow simulations the readers are referred to review article by van den Akker (2010).
If experiments with the real phase mixture have been carried out then model predictions can be validated. But if the experiments have been carried out for a small scale and the CFD model is used to predict the large commercial scale behaviour, still the model predictions can be wrong. For instance, because in the large scale the time scales for high intense turbulence areas where bubble break-up occurs and the low-intensity turbulence where bubble coalescence occurs are different and the “kinetics” of bubble break-up and coalescence are different from the small scale, where the turbulent field was more homogeneous.
3.2.5 Essential Physical, Chemical and Thermodynamic Property Determination
Physical and chemical properties are needed to perform process concept synthesis and process concept design analysis. Most of these scale-independent properties can be found in all kinds of literature sources.
However for some process steps such as distillation or extraction accurate values of phase equilibrium are needed to determine whether distillation will be feasible for the desired separation performance. If the phase equilibrium properties are inaccurate then it may be concluded that distillation is feasible, while in reality an azeotropic mixture may be formed, so that a one column distillation is not a feasible option. If this is found out at the pilot plant stage then a re-design costly in time and money will be needed.
Another important property is the chemical equilibrium property for reactions. If the physical property prediction wrongly predicts that the reaction equilibrium is far to the product side then a pilot plant reactor shows that the equilibrium is much more to the feedstock side, then the whole process design has to change.
A third important property is the heat of reaction. If the reaction is strongly exothermic or endothermic a special heat exchange reaction system has to be designed. Also the small laboratory scale reactor may already suffer from strong temperature increase or drop effects, due to the high value for the heat of reaction.
A fourth important scale-independent data set is the chemistry of the reaction. This involves first of all the stoichiometry of the reaction. This means simply stated what molecules react to which molecules and how many of molecules are needed to form the desired molecule. Also the stoichiometry of the major by-product reactions is needed, to make a first estimate of the yield of product on feedstock.
Finally the reaction kinetics needs to be determined to some extent. For the reactor-type selection it is needed to know the reaction scheme; if it is a consecutive or a parallel reaction for by-product formation and if it is a parallel reaction what is the relative order of the main reaction to the by-product reaction.
Some indication of the time required to reach the desired conversion is in general sufficient in the ideation stage to determine the reactor size. In the research state accurate kinetic rate expressions are desired to allow reactor design optimisation.
So accurate physical property knowledge is needed in the research stage for certain process steps and for certain physical properties to allow a pilot plant design that has a reasonably high rate of success. If the new process design involves new components then in most cases certain physical properties, critical to success, will have to be determined experimentally. This can be done inside the company or outside by institutes specialised in physical property determination.
3.2.6 Research Stage-Gate Decision
The stage-gate decision between research and development is a very important decision, because the development programme will in general mean spending several millions of dollars. The decision to continue the project with the development stage will in general only be taken if:
– The new process and its product fits the long-term business strategy.
– The new process is considerably better than the reference process in terms of variable cost and at least as good as the reference process for all other items, such as product quality, capital cost, maintenance cost, safety, health, environmental and social acceptance.
– The technical feasibility is sufficiently high to spend the development effort with confidence.
– The steps to commercialisation if the development is successful are clearly defined.
The decision to be taken will be based first of all on written documents containing the research results, the commercial scale process design, the evaluation of the commercial scale design, the proposed development programme with its cost and timing provided by the research team. Secondly, it will be based on a challenge session also with some experts outside the research team.
The decision to carry out the development programme will then be taken by management.