
BASICS Model Assessment: Workflow Analysis—Following the Operator (Staff)
Now that we have completed our process-flow analysis (PFA), we move on to the workflow analysis (WFA), which is the second step in our analysis process (Figure 12.1). Now we switch from being the product to being the person(s) doing the work.
Figure 12.1 The three analysis tools of Lean. (Source: BIG Archives.)
WFA Steps
1. Video.
2. Analyze the operator steps.
3. Follow the (ERSC) process (sometimes referred to as the Omits process because we omit steps or update the “to be” or future state estimated times).
4. Reorder the steps.
5. Determine the total labor time (TLT).
6. Create standard work for the operator and the team leader.
Step 1—Video the Operator(s)
The first step is to video the operator. It is better to film your best person at the job, and sometimes we will film the fastest, slowest, and someone in between. With rare exceptions, it is important not to talk to the operators or have them talk to you when filming them.
If they are batching, you will need to keep the camera running until the batch is completed. Then during analysis, we only analyze the first piece of each batch and then compare the total time for each piece after that (similar to a ten-cycle analysis). If we see a big difference in time we will go back and examine that cycle in more detail. One must use common sense when videoing. If the operator puts the batch in a washer then you need to go to the next operation. The best approach is to have the operator just build one of the products all the way through the process. The goal of the analysis is to come up with the total labor time it takes to make one piece.
Step 2—Analyze the Video
Hold an analysis session in a conference room or on the floor and project the video on the wall and invite the operator(s), supervisor, engineer, and someone unfamiliar with the process. Alternatively, use leanEdit.com to carry out the analysis using the “Labor Analysis” tool. This software has the advantage of integrating the video and analysis sections into one seamless interface. During video analysis it is a good idea to identify sections of video to be referenced later as best practices or examples of waste. This can often be a tedious process involving time-consuming video editing; but in leanEdit* we can use the “favorite clip” capture feature to identify these clips as we conduct the analysis. Find out more at leanEdit.com (see Figure 12.2).

Figure 12.2 Identifying a “Favorite Clip” on leanEdit.com web version. (Source: 2017 leanEdit LLC2.)
The first thing we always look for when reviewing videos is anything unsafe or that results in poor ergonomic positions. It is extremely important the operator be present during the analysis. When the operator is not involved, they do not benefit from the on-the-spot learning discussed during the video, and many times we really don’t know what or why the operator is doing what they are doing. Dr. Shingo called this “knowing what” versus “knowing why.”
The WFA analyzes the operator steps while the product is flowing through the system, down to the second. We break the operator steps into two categories:
1. Value-added
2. Non-value-added
We have the same definition for value-added that we had for the product piece, which is as follows:
Value-added:
1. Customer cares, and is willing to pay for
2. Physically changes the product (form, fit, shape, size, or function)
3. Done right the first time
We break non-value-added (NVA) steps up into three main categories:
1. Required work
2. Unnecessary work
3. Idle time
We break operator steps into the elements listed in the following, and sometimes other elements, depending on the process. Eventually one can get to the Therblig elements of motion study.1
■ Required work2 (RW)
Required work comprises steps that are required but don’t necessarily meet all three of the value-added criteria.
■ Parts (P)
This is any step that involves reaching for, grasping, and picking up a part and moving it to the unit. It must immediately be placed into the unit to be considered a part step.
■ Tools or tooling (T)
This is any step that involves reaching for a tool being used right away, or loading a part into a tool, or loading a tool onto a part. This includes loading the part onto a fixture or into a machine.
■ Inspection (I)
This is any step that includes inspection, whether it is by a final inspector, in-process inspector, certified operator, or neighbor operator (successive checks), etc. It includes any operator inspection, formal or informal. Our goal is always to eliminate inspection. However, to do this we must eliminate the need for the inspection by using mistake-proofing, like we discussed earlier, or by using 100% inspection by a machine (optical recognition).
■ Material handling (MH)
Whenever an operator gets a part but does not put it immediately into the unit or grabs a tool but then sets it down before using it, it is considered material handling. It should be equal to 0 seconds in the after condition. Tests for this code are: Is this step something we can hand off to a water spider (material handler) to do for the line, or could the operator have put the part directly on the assembly, or used the tool immediately after he/she picked it up?
■ Unnecessary work (UW)
These steps do not meet any of the three VA criteria in the current condition (i.e., searching or over-processing waste). Sometimes we don’t have a clue, nor does the operator, why they did what they did, so we consider the step unnecessary work. We see this especially in transactional type settings as well; for example, circling information on an invoice for data entry or putting a payable date on an invoice that is already assigned by the computer system. In the assembly area, primarily in sit-down operations, you will see the team member sit down and just start making wholesale changes to their workstation area, moving this, moving that, etc., for really no reason other than to get settled and ready to start working.
The test for unnecessary steps is they should be equal to 0 seconds in the after condition (i.e., we should be able to omit the step in the after condition). If it cannot be omitted it must be considered required work (RW). For instance, if the operator has to change bits on a screw gun or change a fixture over because they only have the one screw gun or one arbor press, it is required work because in the current condition it is required.
■ Idle time (IT)
This step denotes where the operator is doing nothing but sitting, or standing, idle and waiting. This is not used for an operator searching for parts, etc. That would fall under material handling (if we can’t get rid of it right away) or unnecessary work (if we can get rid of it right away). Operators should never be idle.
WFA for the Office
For the office, we may add categories like computer time, paperwork, telephone talking, etc. Use whatever makes sense for the process. The leanEdit software mentioned before has an “Administrative” mode that adjusts the categories to be more applicable to the office environment.
Let’s Revisit Our Coffee-Cup Example
1. Pick up both cups—Required work (RW)—one sec
2. Put the cups down—Required work (RW) —one sec
3. Pick up the coffee pot—Required work (RW)—two sec
4. Pour the coffee in the first cup—Value-added (VA)—two sec
5. Pour the coffee in the second cup—Required work (RW)—two sec
6. Put the coffee pot back—Required work (RW)—two sec
7. Transport to second person—Required work (RW)—five sec
8. Taste the coffee—VA or NVA—Inspection—one sec
Analyze to the Second
Do not shortcut the process! If you take steps larger than a second you can end up combing steps that mix up different codes, which affects true content of the work and eventually impacts the standard work, which is derived from this analysis. If the steps are too big (i.e., too much time per step), we will not know exactly where the split is within that step. Also, when you revise how the work is to be done, the steps within the larger block of time cannot be split out and apportioned properly.
Another reason why videoing is an excellent tool is that it will help you not to miss any steps. As we engage employees in redesigning their workstations, and eliminating excess motions to provide safe and ergonomically designed jobs for our shop floor and administrative team members, we realize increased productivity, morale, and job satisfaction. Improving these factors should lead us to higher profits.
Occupational Ergonomic Assessment Tools3
Lean and ergonomic principles overlap considerably. People are a critical element of any work system, and when work demands exceed the capabilities of the human element, system performance is threatened and output becomes unreliable. This human overburden (muri) is wasteful and manifests itself most obviously in the form of unnecessary motion and rework, as well as that excessive workload.
Occupational ergonomics is the science of improving employee performance and well-being through the design of job tasks, equipment, and the overall work environment. When coupled with a continuous improvement mindset, it is a relentless effort to design the workplace for what people do well, and design against (mistake-proof where possible) what people do not do well.
The risk factors ergonomics addresses are conditions in the workplace that increase one’s chance of developing a musculoskeletal disorder (MSD). The three categories of MSD risk factors are as follows:
1. Posture: Extreme postures stress joints and occlude blood flow.
2. Force: Tasks with forceful exertions place higher loads on joints and connective tissues.
3. Frequency: Extreme frequencies can contribute to fatigue debt. Also, the longer the period of continuous work, the longer the recovery time needed. These also lead to conditions that may not be discovered until much later in life, like tendonitis, carpal tunnel, and arthritis.
When these risk factors surpass known thresholds, the probability of injury increases, and exposure to them should be limited or totally avoided.
Total Labor Time
One of our major deliverables of WFA is the total labor time (TLT), i.e., the sum of VA and NVA labor or work performed during the process by the operator(s) to produce one completed piece. Some refer to this as touch time. We do not include machine time in the labor time. This is part of the principle of separating man from machine work. Calculating the TLT will give you a picture of how much labor and, ultimately, how many operators or staff are required to complete one piece of whatever is being processed. The operator analysis should yield a 20%–40% productivity improvement to your overall process when compared to a strictly batch environment. In addition to capturing the labor time, the distance traveled is also captured as a baseline and future state.
Step 3: The Omits Process (Eliminating, Rearranging, Simplifying, and Combining [ERSC])
What we call the “omits process,” is crucial to the analysis process and should be done with the operator(s) present. If we can omit the step, we reduce the time to zero. Again, it is critical to have the employees participate in the process so they can help contribute their ideas and understand how we arrived at the new times for the overall work. Now, their improvement ideas become new estimated times. For example, if we can’t omit the step but we think we can improve it, we ask the operator, “How long do you think it will take with this new process?” So, when we end up with a 30%–50% reduction in the TLT, they understand why and how it was calculated and agree to it, and then accept it. In this way they are included in determining their standard work, which will be the resulting process after the steps are reviewed. The next step is to review and question each step and ask if it can be somehow:
1. Eliminated
2. Rearranged
3. Simplified
4. Combined
The WFA is a time-consuming process, but in the end it is where all the value of performing the analysis resides. We want to continuously ask these questions for each step. Much can be learned from motion study and questioning every step in the process. The WFA leads ultimately to our work instructions and standard work process for doing the job.
When using the leanEdit* software the analysis screen allows the user to eliminate/omit the step, or improve it by entering a new future time. Action items to enable these changes are required with optional fields provided for initials and completion dates. The application’s summary page has the functionality to create preliminary standard work by offering “Edit,” “Move,” and “Add” row capability. The software will also generate the workflow analysis spreadsheet, summary, and charts in Excel® format, which can then be exported (see Figure 12.3).
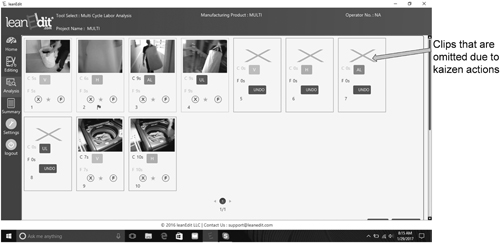
Figure 12.3 Analyzing process steps on the leanEdit desktop analysis screen. (Source: 2017 leanEdit LLC.)
Motion Study
If you think you have improved all that you can, let us provide you with a second thought. The tool to ultimately expose the next level of waste is Frank Gilbreth’s motion study. Motion study involves analyzing what we do to the fraction of a second. This was all part of the scientific management movement of the Industrial Revolution in the early twentieth century. Gilbreth’s motion study‒based Therbligs are listed here (see Figure 12.4):
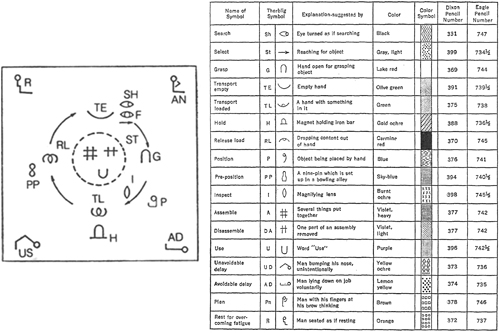
Figure 12.4 Gilbreth motion-study Therbligs. (Source: Barnes, Ralph, M., Motion and Time Study, 3rd ed., John Wiley & Sons.)
Class 1—The essence of an operation (highest value):
Assemble
Disassemble
Use
Class 2—Preparatory or follow-up motions:
Transport empty
Grasp
Transport loaded
Release load
Class 3—Incidental motions:
Search
Find
Select
Inspect
Pre-position or re-position
Hold
Prepare
Class 4—These should be eliminated, if possible:
Think or plan
Rest for overcoming fatigue
Unavoidable delay
Avoidable delay
The only VA Therbligs are assemble, use, and sometimes disassemble (i.e., re-manufacturer).
100% Efficiency with Humans
Looking at it from a very analytical, Lean, or motion study, purist point of view, only an operator who uses both hands and feet at the same time is 100% efficient; for example, a piano player or drummer. Normally, we look at use of both hands simultaneously as 100% efficient, but technically it is only 50% efficient if we are sitting down and not using our feet. People who are sitting and using one hand as a fixture to hold something while the other hand is working on it are only 25% efficient and are also a common reason operations cannot be split between two persons.
Motion-Study Observations for Operators
Some findings from time-and-motion handbooks by Gilbreth, Ralph Barnes, Gilbreth’s disciple, as well as conclusions noted in a Master’s thesis by Ranveer Singh Rathore4 are listed here:
1. Motions of the hands should be made in opposite and symmetrical directions and should be made simultaneously.
2. Avoid abrupt changes in the direction of motion.
3. Use free, unconstrained motion.
4. Direction and distance of movement do have a significant effect on the speed and accuracy of single-hand motions and two-hand simultaneous motions.
5. Avoid unnatural postures and motions that raise and lower the body’s center of gravity.
6. Don’t use the hands as fixtures. The hands are the most convenient and useful part of the body. Keep them free when possible.
7. Don’t use your hands to perform work that could be done with your feet.
Spaghetti Diagram
A spaghetti diagram (see Figure 12.5) is similar to a point-to-point diagram. The point-to-point diagram follows the product from point to point through the process, where the spaghetti diagram follows the operator or staff person doing the work through each step of the process. It is constructed by following the operator for one complete cycle of their work. This can be done by following the operator on the floor, or in the office, or by mapping it off the video.
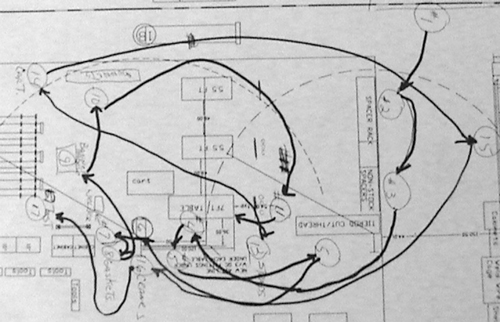
Figure 12.5 Operator walk path (spaghetti diagram). (Source: BIG Archives.)
World Class
Our goal with Lean and the operator is to consistently measure and strive toward world-class benchmarks. While these may seemingly be unobtainable, they provide a guard against complacency and the impetus to drive toward continually improving the process. Our goal should always be to reduce the number of operators in the process and yet continually develop them to move them to other positions.
We must work to always use people wisely and safely throughout the company. We should always be working to reduce both direct and indirect labor and convert staff jobs to line jobs wherever possible and then stop distinguishing direct from indirect. When we look at world-class percentages, we must initially distinguish between the environments in which operators work.
Operators Essentially Work in Four Environments
1. Assembly
2. Machining (or automation)
3. Transactional
4. Some combination of assembly, machine and or transactional
In assembly operations, world class should be:
■ X VA
■ The balance should be RW
■ 0% idle in machining or automated lines
(Note: machine adds the value)
■ 100% RW
■ 0% idle
Transactional (note: most transactional processes are not VA):
■ 0% VA
■ 100% RW
■ 0% idle
For service industries:
■ 3 VA
■ The balance should be RW
■ 0% idle
Network of Process versus Operations Defined5
We would like to propose that analyzing just the operator axis will provide the following pieces of the Lean implementation:
|
• TLT for one-piece or small-lot • Percent value-added for the operator • Percent required work for the operator • Percent idle time for the operator • Standard work for the supervisor • Number of operators required • Capacity planning when coupled with PFA analysis • Scheduling flexibility/# shifts and overtime required • Operator walk patterns • Operator buy-in and morale • SWIP for the operators • Total inventory required when coupled with PFA • Paperwork required and how the paperwork travels in the cell • Level loading • Proper tool and material presentation |
• Ergonomics/safety/fatigue opportunities • Work standards • Motion study • Standard WIP quantity • Ten-cycle analysis • Line balancing • Operator work zones • Baton zones (bumping) • Job breakdown—standard work for the operator • Training videos • Key points and reasons for key points for each step • Operator cycle times for each step in the process • Percent of overhead versus direct labor • Mistake-proofing opportunities • Opportunities to reduce variation |
Notes
1. Kato. Productivity Through Motion Study, 1983 and Gilbreth. Motion Study, 1911.
2. While all of these steps are in industrial engineering books we first learned of this breakdown from Mark Jamrog, SMC Group.
3. Contributed by Christy Lotz, CPE, Managing Consultant, Humantech, Inc., 734.663.3330 × 123, www.humantech.com.
4. Gilbreth, F.B. Motion Study (New York: D. Van Nostrand Company), 1911; Barnes, R.M. Motion and Time Study, 3rd edn., (New York: Wiley & Sons), 1964; Barnes, R.M. and Mundel, M.E. “A Study of Simultaneous and Symmetrical Hand Motions,” University of Iowa, Studies in Engineering, Bul. 17, 1939. Study of effect of angle and distance on the speed and accuracy of single-hand and two-hand Simultaneous motions in the horizontal plane by Ranveer Singh Rathore B.sc. (engg.) Electrical, Bihar University, India, 1959, A Master’s thesis.
5. Influenced by same in Protzman, Mayzell, and Kerpchar. Leveraging Lean in Healthcare (Cambridge, MA: Productivity Press), 2011.
_________
* leanEdit setup summary sheet. Find out more at www.Leanedit.com—The authors use this software and have a relationship with this company. leanEdit is the property of leanEdit LLC, © 2017.
* Find out more on leanedit.com.